ВОЗМОЖНЫЕ ПУТИ ОБЕСПЕЧЕНИЯ ЭКОЛОГИЧЕСКОЙ БЕЗОПАСНОСТИ
ТЕХНОЛОГИЙ В ЭЛЕКТРОМЕТАЛЛУРГИИ АЛЮМИНИЯ
Вертинский П. А. г. Усолье-Сибирское
pavel-35@mail.ru
I. Возникновение вопроса.
Как свидетельствует последний выпуск Государственного Доклада «О состоянии окружающей природной среды Иркутской области в 2000 году»: «…несмотря на выполнение природоохранных мероприятий в рамках федеральных программ, валовые выбросы в атмосферу увеличились за счёт значительного роста (почти в два раза) валовых выбросов в атмосферу на ОАО «БрАЗ»…[1]. Из технологии производства алюминия [2] известно, что наиболее вредными компонентами в газовых выбросах электрометаллургического процесса выплавки алюминия из глинозёма являются фтористый водород и бенз(а)пирен. Если выбросы фтористого водорода являются следствием использования в электролизе фтористых солей, то бенз(а)пирен высвобождается из глинозёма в процессе электролиза. Отмеченные выше особенности образования газовых выбросов электрометаллургии алюминия отражаются и на сущности современных способов очистки газовых выбросов на алюминиевых заводах. Эти способы очистки заключаются в пропускании газовых выбросов электролизного производства через рукавные фильтры, на внутренних поверхностях которых нанесён слой глинозёма – сырья для выплавки алюминия. Частичное (полусухой способ) или полное (сухой способ) пропускание газовых выбросов электролизного производства таким образом позволяет поглотить и вернуть в технологический процесс часть фтористого водорода, сэкономив тем самым некоторое количество необходимых для электролитического процесса фтористых солей. К сожалению, бенз(а)пирен такими методами практически не поглощается, так как он содержится в самом глинозёме. Другими словами, «сухой» или «полусухой» способы очистки газовых выбросов алюминиевых заводов преследует цель прежде всего сэкономить расходы на фтористые соли, но не позволяет обеспечить экологическую безопасность технологического процесса. Размеры достигаемой экономии пр таких способах очистки станут понятными, если вспомнить структуру себестоимости первичного алюминия , представленную в таблице 1 [2]: Табл. 1
№№ пп
Статьи расходов
Доля в %
1.
Глинозём
42
2.
Анодная масса
10
3.
Фтористые соли
5
4.
Электроэнергия
23
5.
Зарплата
4
6.
Цеховые расходы (эксплуатация)
14
7.
Заводские расходы (управление)
2
8
ИТОГО
100
- 2 -
Из приведенных в табл. 1 сведений по распределению расходов на производство первичного алюминия следует, что «сухой» и «полусухой» способы очистки газовых выбросов могут привести к снижению себестоимости не более, чем на 5%. Здесь же необходимо подчеркнуть, поучить чистый алюминий высокого качества на первичной стадии его электролизной выплавки принципиально невозможно. Для повышения качества алюминия необходимы вторичные, сложные и трудоёмкие процессы, что ярко отражается на ценах за алюминий в зависимости от его чистоты в таблице 2 [2]:
Табл. 2:
А 999
42 000 USD
А 995
1350 USD
А 850
985 USD
Так как наша отечественная алюминиевая промышленность поставляет на мировой ынок алюминий преимущественно низкого качества, то из отмеченного выше ясно, что противопоставление экономики и экологии в алюминиевой промышленности принципиально не способно повысить её конкуретноспособность. Следовательно, инженерная мысль должна искать другие резервы для снижения себестоимости первичного алюминия или для повышения его качества, чтобы обеспечить ему конкурентноспособность на мировом рынке. Рассмотрим здесь несколько таких технических решений.
II. МАГНИТОДИНАМИЧЕСКИЙ ПЕРФОРАТОР
ПО ЗАЯВКЕ № 2000123642 / 02 РОСПАТЕНТА
Как известно [2], производство глинозёма - наиболее затратная статья в структуре себестоимости производства первичного алюминия, поэтому здесь могут скрываться многие резервы экономии. Действительно, так как электролитический процесс выплавки алюминия предъявляет к глинозёму весьма высокие требования по чистоте и размерам частиц, которые необходимо периодически добавлять в расплав криолита в ванне электролизера, то в технологическом процессе производства самого глинозёма большую роль играют устройства и и установки по дроблению, разделению фракций и просеиванию глинозёмной массы в больших объёмах. В этих установках применяются сита в виде металлических листов с большим количеством отверстий, выполнение которых на машиностроительных заводах связано с большими трудозатратами, весьма энергоёмко и поэтому низкопроизводительно, что в итоге и удорожает всё производство глинозёма. Вместе с тем, как известно [3], магнитодинамические устройства отличаются способностью превращать электроэнергию в механическую работу непосредственно, предотвращая использование в механизмах промежуточных преобразователей движений, трущихся пар, подшипников и т. п. элементов традиционных механизмов,
- 3 -
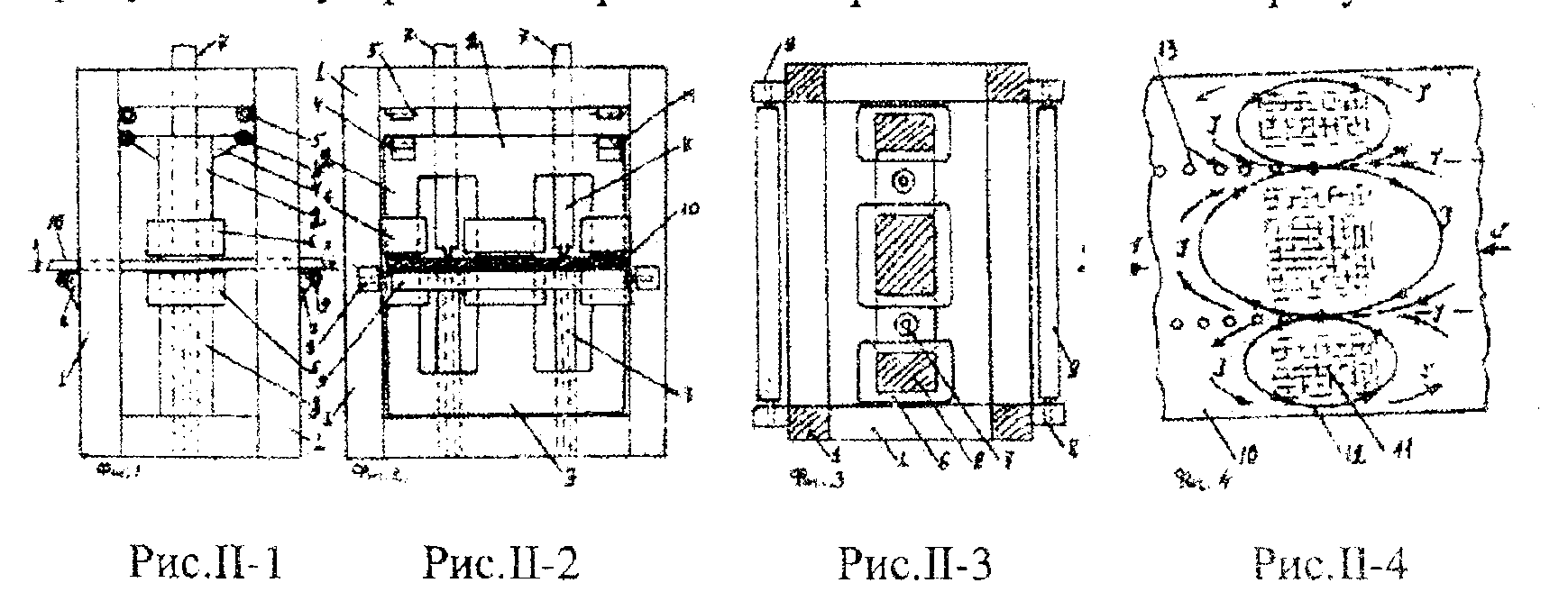
которые то и определяют снижение к. п. д. ухудшают массово-габаритные показатели оборудования. В качестве примера здесь можно привести ножницы для разделения материала по патенту № 1424998 РФ и др. На основе этого изобретения [4] разработан и магнитодинамический перфоратор, сущность устройства и работы которого поясняется рисунками рис.II-1, рис.II-2, рис.II-3 и рис.II-4:
На рис.II-1 показан вид сбоку каркаса с индуктором перфоратора, на рис.II-2 – вид спереди каркаса с индуктором перфоратора, на рис.II-3 – разрез по А-А рис.II-1 и на рис.II-4 показана схема короткозамкнутых контуров вторичных токов в обрабатываемом листовом прокате между стержнями индуктора. На указанных рисунках цифровыми позициями обозначены: 1 – каркас станины, 2 и 3 - неподвижная и подвижная части магнитопровода,, 4 и 5 - кронштейны, 6 – обмотки индуктора, 7 - штоки с держателями пуансанов и матриц, 8 – кронштейны опорных роликов 9, 10 - обрабатываемый прокат, 11 - участки обрабатываемого проката между магнитными полюсами 12 индуктора. Магнитодинамический перфоратор предназначен для высокопроизводительного выполнения отверстий в листовом или ленточном прокате твёрдых сплавов, поэтому он может быть использован для производства решет, сеток, диафрагм и т. п. металлических изделий, содержащих большое количество отверстий заданного профиля. Техническая задача по высокопроизводительному выполнению отверстий в толстолистовом прокате достигается магнитодинамическим перфоратором, содержащем между неподвижными траверсами в средней части станины ножниц по патенту № 1424998 РФ многостержневой индуктор из подвижной и неподвижной частей магнитопровода с обмотками из трубчатого провода, соединенных электрически согласно между собой и с источником переменного тока, а гидравлически – с источником хладоагента. В ярме магнитопровода подвижной и неподвижной частей выполнены сквозные отверстия с размещенными в них пуансонами и матрицами, соединенными с соответствующими штоками - держателями магнитодинамических приводов.
- 4 -
Так как при ваключении электропитания индуктора его первичная обмотка индуцирует в обрабатываемом металле вторичные короткозамкнутые токи, то вследствие высокой плотности этого тока в узловых точках проката (см. рис.II-4) между полюсами индуктора создаётся высокая температура металла, создавая высокую пластичность металла и позволяя его высокопроизводительную обработку путём выштамповки с помощью магнитодинамического привода. При смещении обрабатываемого листа на опорных роликах
На заданный интервал между отверстиями за период работы привода осуществляется высокопроизводительная автоматическая перфорация листа.
Новым в магнитодинамическом перфораторе является выполнение многостержневого индуктора между неподвижными траверсами станины и ножниц по патенту № 1424998 РФ, состоящего из подвижной и неподвижной частей магнитопровода и обмоток из трубчатого провода, соединенных электрически согласно между собой и с источником переменного тока, а гидравлически - с источником хладоагента (рефрижератором). По заявке № 2000123642/02 на магнитодинамический перфоратор автор получил решение Роспатента о выдаче патента на изобретение.
III. ТРУБОПРОВОДНАЯ МАГИСТРАЛЬ ДЛЯ ТРАНСПОРТИРОВКИ
ЖИДКИХ СПЛАВОВ ПО ЗАЯВКЕ №2000120829 / 06 РОСПАТЕНТА
Далее обратим своё внимание на строку расходов в структуре себестоимости первичного алюминия под названием «цеховые расходы», которая обобщает эксплуатацию всех устройств и установок от электролизеров до миксеров литейных отделений. Особое замечание здесь необходимо сделать относительно исключительно вредных и опасных условий труда персонала в процессе эксплуатации устройств и установок в электролизных цехах алюминиевых заводов. Например, извлечение жидкого алюминия из ванн электролизеров с помощью так называемых вакуум - ковшов и их транспортировка на тракторных тележках к миксерам литейных отделений осуществляется персоналом в загазованной и жаркой атмосфере и связана с огромными физическими и нервными напряжениями.
Вместе с тем, электрогидравлические насосы [5] вполне надёжно и значительно проще позволяют извлекать жидкие сплавы и расплавы при любом заданном давлении. Такие насосы [6], кроме того, возможно использовать для подачи жидкого алюминия в специальные трубопроводные магистрали, что позволяет обеспечить осуществление этой весьма трудоёмкой и экологически опасной технологической операции автоматически, без участия персонала.
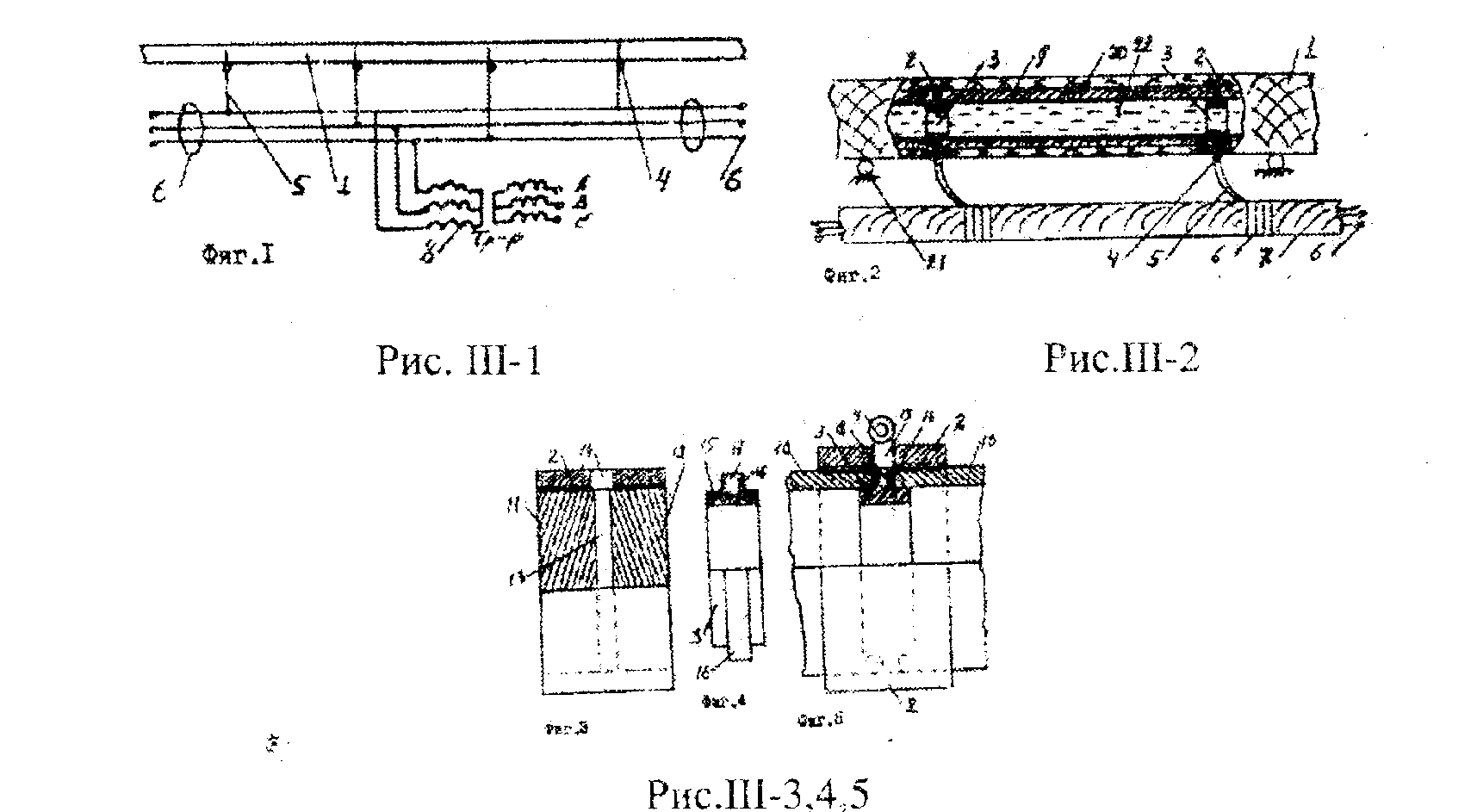
На рис.III-1, рис.III-2 и рис. III-3, 4, 5 показаны устройство и принцип действия такой трубопроводной магистрали. На рис.III-1 представлена электросхема питания от трёхфазной сети переменного
- 5 -
тока промышленной частоты трубопроводной магистрали для транспортировки жидких сплавов, на рис.III-2 показана схема устрйства трубопроводной магистрали для транспортировки жидких сплавов, а рис. III-3, 4, 5 показано соединение вида с половиной разреза накидной гайки, кольцевого электрода и стыка трубопроводной магистрали для транспортировки жидких сплавов. На указанных рисунках цифровыми позициями обозначены: 1 – трубопровод,
Обеспечить поддержание в течение всего периода протекания жидкого сплава по трубопроводной магистрали его рабочую температуру выше точки плавления возможно с помощью электропрогрева путём пропускания электрического тока по самому жидкому сплаву в потоке, для чего и выполнены такие конструктивные признаки, которые обеспечивают токоподвод непосредственно к сплаву в потоке. Данная техническая задача решается с помощью штуцеров и ниппелей с противоположно направленными резьбами, соединенных между собой накидной гайкой также с противоположными направлениями резьб на противоположных сторонах. Между штуцерами и ниппелем закреплен кольцевой тугоплавкий электрод с выводной клеммой в отверстии накидной гайки.
Так как кольцевые электроды выполнены в каждом стыке хлыстов труб данной магистрали, то при подключении к ним с помощью
- 6 -
выводных клемм электропитания от сети переменного тока обеспечивается электропрогрев сплава в жидком состоянии в течение всего периода его протекания по трубопроводной магистрали. Так как применение магистрали по описанному предотвращает использование всех иных транспортных средств (вакуум-корвшов с жидким сплавом и пр.), то не только повышается производительность труда цехового персонала, но прежде всего повышается культура труда, обеспечивается экологическая безопасность технологического процесса извлечения из ванн электролизёров и транспортировка жидкого алюминия к миксерам литейных отделений. По заявке №2000120829 / 06 Роспатента на трубопроводную магистраль для транспортировки жидких сплавов автором получено решение Роспатента о выдаче патента на изобретение.
IV. МАГНИТО-ДИНАМИЧЕСКИЙ ЭЛЕКТРОЛИЗЁР ПО ПАТЕНТУ №2197550 РФ
Наконец, обратим своё внимание на различие цен в десятки раз между алюминием марки А 999 и того алюминия А 995, который преимущественно и поставляют на мировой рынок наши отечественные алюминиевые заводы. Как уже выше отмечалось, переплавка первичного алюминия в марки более высокой чистоты связана с необходимостью проведения дополнительных трудоёмких металлургических процессов. Между тем, на основе магнитодинамики [3] можно предложить ряд установок не только для переплавки, но и для производства алюминиевых труб по патенту № 2026768 РФ [7] и др.
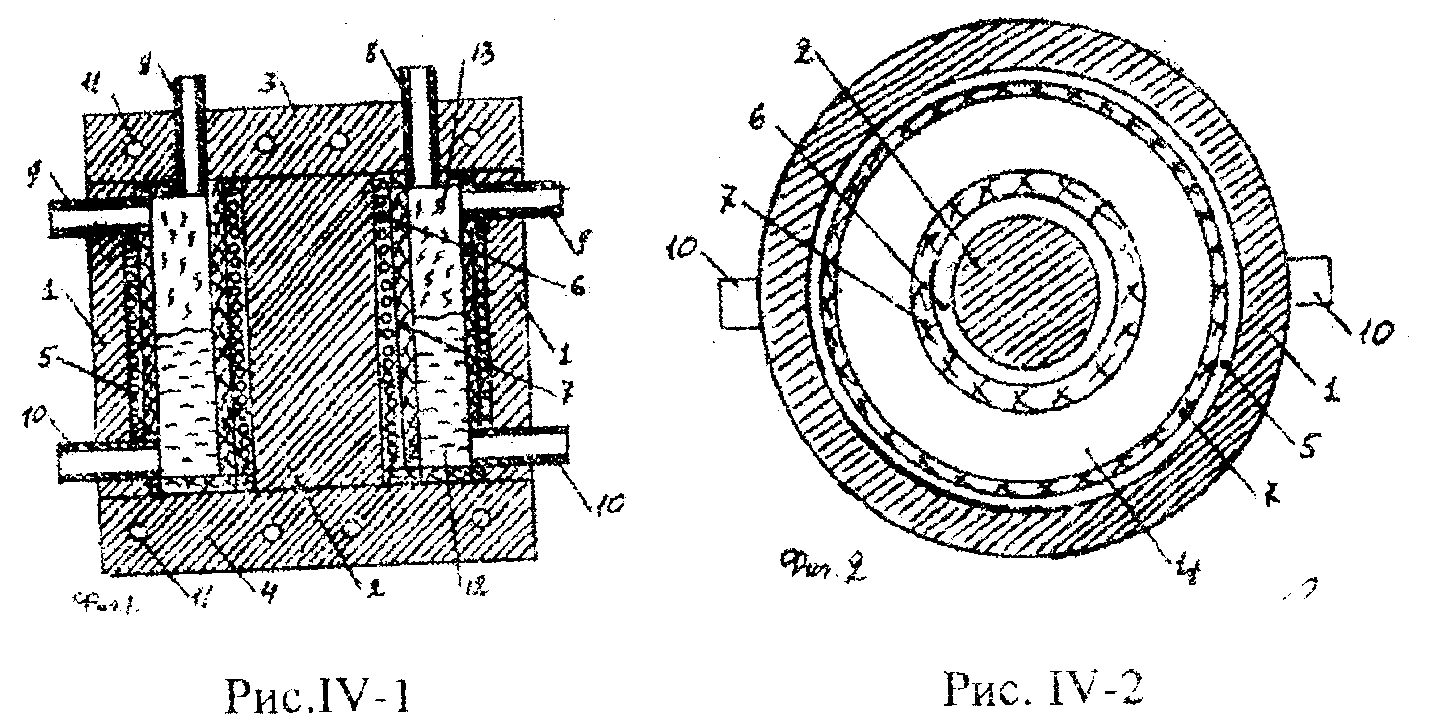
Устройство и работа магнито - динамического электролизёра по патенту №2197550 РФ [8] представлена на рис. IV-1 и рис. IV-2, на которых представлены разрез электролизера вертикальной плоскостью и сечение по А-А рис. IV-1. Цифровыми позициями на указанных рисунках обозначены: 1 - цилиндрический корпус магнитопровода, 2 – осевой стержень магнитопровода, 3 и 4 - дисковые верхний и нижний основания магнитопровода, 5 и 6 - цилиндрические обмотки из трубчатого провода, 7 - жаростойкая электро- и термоизоляция, 8, 9 и 10 – патрубки-каналы для загрузки и извлечения компонентов и продуктов выплавки алюминия.
Технической задачей, на решение которой направлено данное изобретение, является осуществление выплавки алюминия с помощью
- 7 -
индукционных токов, что позволяет предотвратить использование использование электродов, обеспечить непрерывный технологический процесс с полной механизацией и автоматизацией всех операций, включая извлечение жидкого алюминия. Действительно, при включении электропитания обмоток индуктора в металле на дне ванны индуцируются короткозамкнутые контуры электрического тока, энергия которых выделяется в в виде теплоты, расплавляя металл и поддерживая заданную рабочую температуру расплава, в котором под действием электротока протекают электрохимические реакции до образования сплава заданных состава и свойств. По мере накопления на дне ванны сплава с заданными свойствами осуществляется его непрерывное извлечение с одновременной загрузкой новых доз исходных материалов.
Обобщая выше изложенные примеры решения технических задач по обеспечению экологической безопасности в технологических процессах электрометаллургии алюминия, число которых можно было увеличивать по решению конкретных технических и технологических задач, уже обоснованно можно отметить, что все приведенные примеры решения технических задач, направленные на экологизацию технологических процессов в электрометаллургии алюминия, вместе с этим позволяют более эффективно решать и экономические задачи электрометаллургического производства, так как в конечном счёте повышение культуры и производительности труда, снижая себестоимость в алюминиевой промышленности уверенно обеспечат ей и конкурентноспособность на мировом рынке. Действительно, как свидетельствуют эксперты, (см., например, журнал ЭКСПЕРТ
№ 27 за июль 2002 г. и др.), Россия за последние годы снизила экспорт алюминия на 16,5 %. Это значит, чтона мировом рынке требуется алюмсиний более высокого качества, чем производит его отечественная электрометаллургия. Кроме того, по прогнозам Минпромнауки РФ уже в ближайшие годы ожидается возрастание потребности в высококачественном алюминии и на внутреннем рынке России, прежде всего в автомобильной, транспортной и упаковочных отраслях. В этой связи вполне обоснованными выглядят опасения упомянутых экспертов, что при сохранении существующих технологий в отечественной электрометаллургии алюминия российским промышленным предприятиям придётся закупать высококачественный алюминий за рубежом.
Литература:
1. Государственный доклад «О состоянии окружающей природной среды Иркутской области в 2000 году», Госкомприроды по Иркутской обл.,Иркутск, 2001. 2. Ветюков М.М. и др. Электрометаллургия алюминия и магния.М., «Металлургия», 1987.
3. Вертинский П. А. Оптимизация электромеханических систем методами магнитодинамики// Сб. материалов «Сибресурс-2002», ИГЭА, Иркутск, 2002. 4. Вертинский П. А. Ножницы для разделения материалов // Патент № 1424998 РФ, БИ № 35/1988. 5. Вертинский П. А. Повышение эффективности электрогидравлических систем с использованием кумулятивного электрогидравлического эффекта // Сб. материалов «Сибресурс-2002, ИГЭА, Иркутск, 2002. 6. Вертинский П. А. Электрогидравлический насос // Патент № 1824504 РФ, БИ № 24/1993.
7. Вертинский П. А. Установка для литья металлических труб // Патент № 2026768 РФ, БИ № 2/1995.
8. Вертинский П.А. Устройство для выплавки алюминия // Патент №2197550 РФ, БИ № 3/2003.
Библиографическая ссылка
Вертинский Павел Алексеевич-один автор ВОЗМОЖНЫЕ ПУТИ ОБЕСПЕЧЕНИЯ ЭКОЛОГИЧЕСКОЙ БЕЗОПАСНОСТИ ТЕХНОЛОГИЙ В ЭЛЕКТРОМЕТАЛЛУРГИИ АЛЮМИНИЯ
// Научный электронный архив.
URL: http://econf.rae.ru/article/5100 (дата обращения: 24.04.2024).