МОДЕЛИРОВАНИЕ РОЛИКОВОЙ ОСНАСТКИ НА ПРИМЕРЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ ПРОИЗВОДСТВА П – ОБРАЗНЫХ ПРОФИЛЕЙ.
Меньшенин Александр Аркадьевич
Ульяновский государственный университет
Применение различных видов профилей в промышленности обусловлено их высокими характеристиками и возможностью производства профилей заданной конфигурации. Применение математического моделирования процесса формообразования профиля позволяет сократить затраты на создание технологической оснастки.
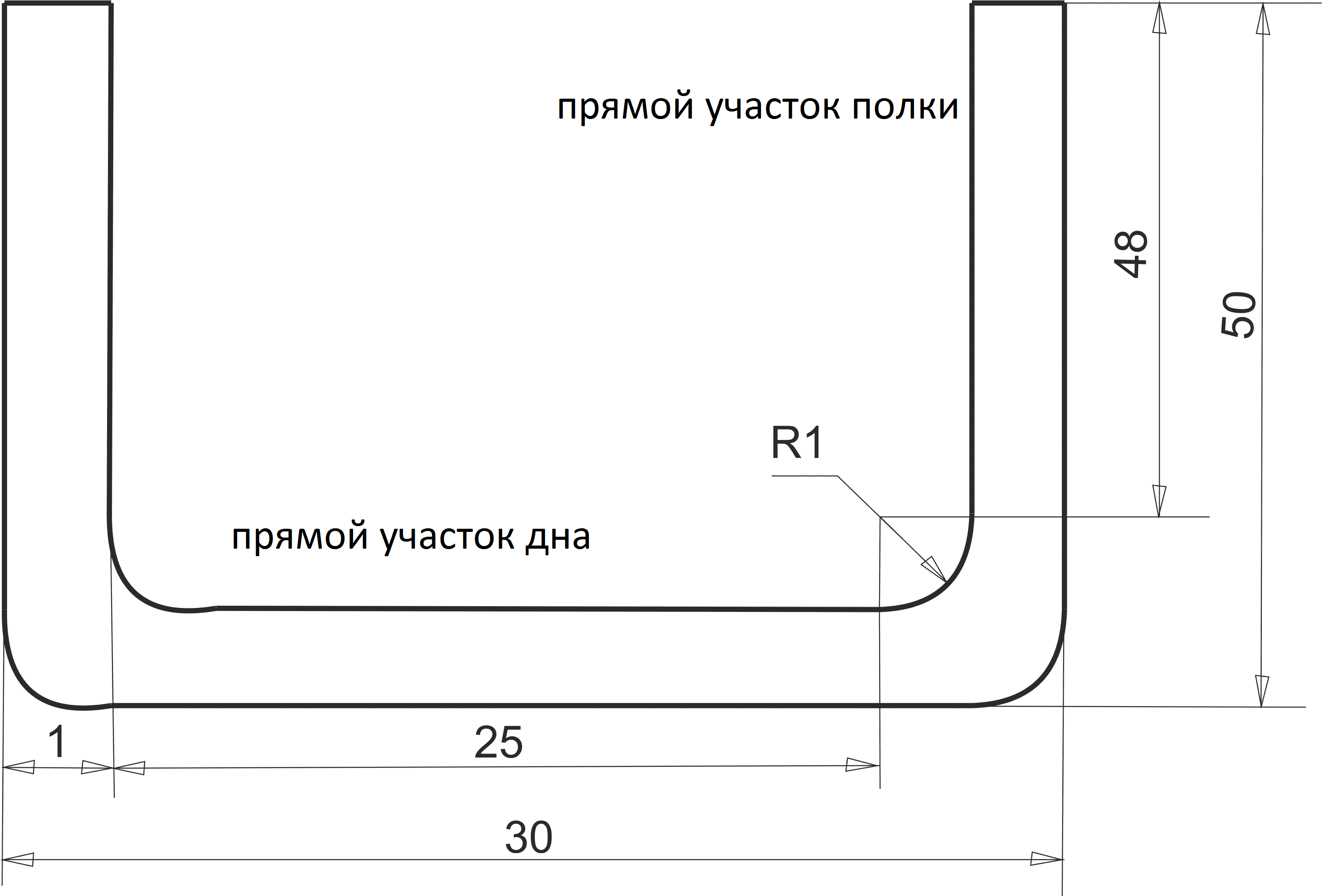
Цель работы – рассмотреть моделирование формообразующей оснастки на примере оснастки по производству П – образного профиля. Профиль имеет следующие параметры: ширина дна 30мм, высота полки 50мм, толщина материала профиля 1мм. (Рис. 1).
Рис. 1. Сечение профиля.
Алгоритм разработки технологии формообразования широкополочного швеллерного профиля методом интенсивного деформирования включает следующие этапы [1]:
Определение числа технологических переходов, предварительный выбор схем и режимов формообразования.
Выбор подходящего оборудования.
Определение углов подгибки элементов профиля по переходам.
Определение протяженности зоны плавного перехода в межклетьевом пространстве.
Анализ схемы формообразования на предмет отсутствия кромковой волнистости.
Выбор числа переходов, схем и режимов формообразования подробно рассмотрены в [1], определение углов подгибки - в [2]. Оборудование выбрано, аналогичное описанному в [3] (универсальный профилегибочный стан СПУ-400К8х65).
Перед началом расчета роликов необходимо определить ширину развертки заготовки профиля. Рассчитывается это, исходя из геометрии профиля.
В данном случае , и, Lразв = 26+2*48+2*2.356 = 126.712.
Далее переходим к расчету геометрии заготовки в первой клети. Первое, что необходимо сделать, это рассчитать Lдуги1 для первого перехода. Например, для данной задачи, при первом угле подгиба равном 22°30´, Lдуги1 = 0.589. Из-за разницы длин дуг Lдуги1 ≠ Lдуги возникают «излишки» материала. Эти «излишки» целесообразно учитывать проектируя прямые участках дна заготовки.
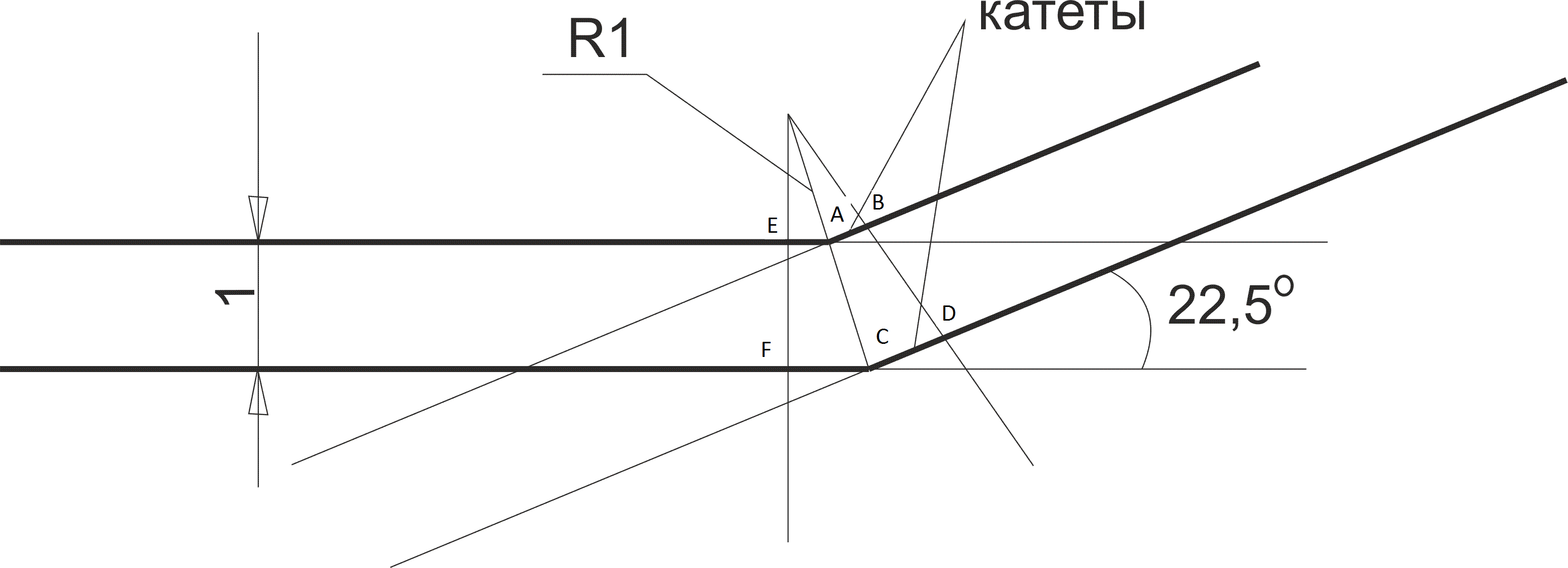
Далее необходимо рассчитать «катеты» AB, CD, EA, FC(Рис. 2).
Рис. 2. Уголковая зона изгиба.
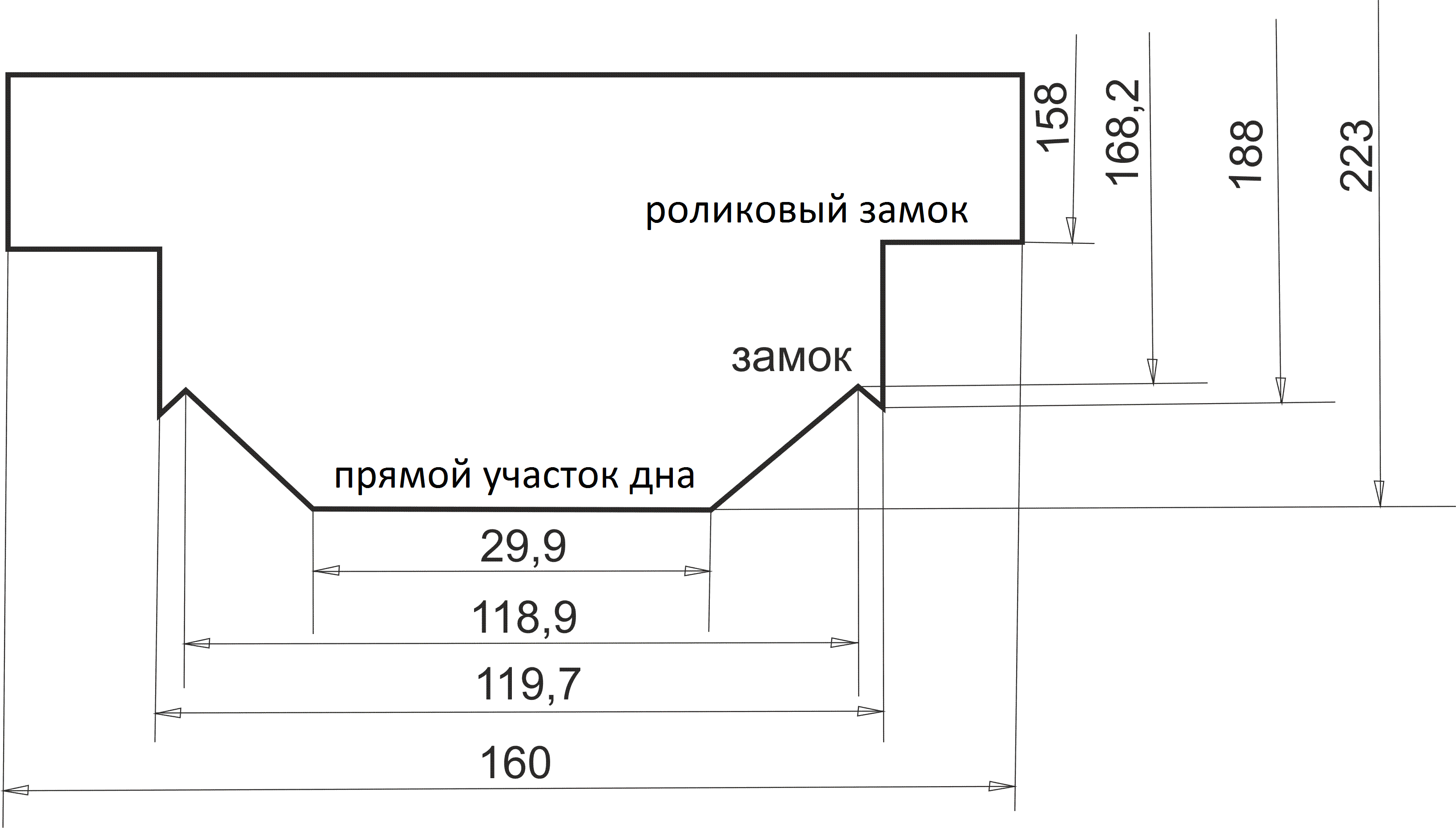
«Катеты» нужны для расчетов геометрии роликов (Рис. 3).
Рис. 3. Сечение верхнего ролика первой клети (перехода).
Прямой участок дна ролика включает в себя прямой участок дна профиля, вместе с «излишками», и горизонтальный «катет». Боковой прямой участок полки ролика включает в себя только прямой участок полки и боковой катет. Для того чтобы исключить различные смещения заготовки вдоль оси вращения роликов, на концах боковых участков полок ролика предусмотрены замки. Для того чтобы исключить различные смещения верхнего и нижнего роликов друг относительно друга вдоль оси вращения, предусмотрены роликовые замки.
Далее необходимо рассчитать радиусы роликов. Делается это, исходя из межцентрового расстояния валов клетей и калибров.
Далее, по полученным расчетам строится модель. Например, в САПР ANSYS/LS-DYNA. Она имеет вид, представленный на Рис. 4.
Рис. 4 Модель оборудования в ANSYS
Данная модель предназначена для проведения исследования динамического процесса изготовления профиля.
Список литературы
Филимонов С. В. Метод, расчеты и технология интенсивного деформирования в роликах гнутых профилей типовой номенклатуры / С. В. Филимонов, В. И. Филимонов. – Ульяновск : Изд-во УлГТУ «Венец», 2004. – 246 с.
Филимонов С. В. Разработка технологии интенсивного формообразования гнутых тонкостенных профилей в роликах: Дис. канд. тех. наук: 05.03.05 / Ульяновский гос. технический ун-т. – Ульяновск, 2003. – 223 с.
Филимонов С. В., Лапшин В. И. Линии производства гнутых профилей // Формообразование гнутых профилей: теория и практика: Сборник науч. трудов УлГТУ -Ульяновск, 2011.-С.136-145.
Библиографическая ссылка
Меньшенин Александр Аркадьевич МОДЕЛИРОВАНИЕ РОЛИКОВОЙ ОСНАСТКИ НА ПРИМЕРЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ ПРОИЗВОДСТВА П – ОБРАЗНЫХ ПРОФИЛЕЙ. // Научный электронный архив.
URL: http://econf.rae.ru/article/7918 (дата обращения: 19.04.2024).