Технологические возможности контроля типовых деталей киновидеоаппаратуры
с применением современного измерительного оборудования
Перевозчиков И.Н., Коновалов М.В.
Санкт-Петербургский государственный университет кино и телевидения
г. Санкт-Петербург, Россия
Показатели качества выходного сигнала (изображения) в кинематографе
Аудиовизуальная информация – это сообщения, воспринимаемые органами слуха и зрения. Информация передается посредством сигналов. Технические устройства и живые организмы способны генерировать сигналы, принимать и передавать их по каналам связи, обрабатывать и использовать извлеченную из сигналов информацию.
В кинематографе записывается и воспроизводится движущее изображение, описываемое функцией:
F(x,y,t) – черно-белый кинематограф
F(x,y,λ,t) – цветной кинематограф
где x,y – пространственные координаты
λ – длина волны света
t – время
К основным показателям качества воспроизводимого изображения в кинематографе относят: - четкость
- цветопередачу
- яркость
- дробление
- неустойчивость.
Неустойчивость изображения является характерным для кинематографа искажением. Она обусловлена неточной работой киноаппаратов, а также ошибкой шага перфорации кинопленки.
Неустойчивость изображения может быть вызвана следующими причинами:
- недостаточным прижимом киноленты в фильмовом канале;
- образованием нагара в фильмовом канале;
- погрешностями в работе механизма прерывистого движения;
- износом или погрешностями в работе поперечно-направляющих роликов;
- изменением линейных размеров киноленты, вызванным, усадкой и усушкой вследствие неправильного хранения.
В приводном механизме с электродвигателем и зубчатым барабаном возможны различные погрешности исполнения, вредное действие которых концентрируется на конечном звене кинематической цепи — зубчатом барабане. Однако, даже при равномерном вращении, источником колебаний скорости киноленты является сам зубчатый барабан, переменная составляющая скорости которого представляется сложной периодической (или почти периодической) кривой с широким спектром частот,
Достаточно рассмотреть его кинематические характеристики. Частота колебаний скорости киноленты, в соответствии с этими характеристиками, определяется количеством перфораций, пробегаемых в секунду;
для 35-мм ленты эта частота равна 96 Гц,
для 70-мм—120 Гц,
для 16-мм формата —24 Гц,
а для 8-мм ленты—18— 24 Гц.
При усадке киноленты амплитуда основной составляющей спектра может дойти до 1—1,2% средней скорости.
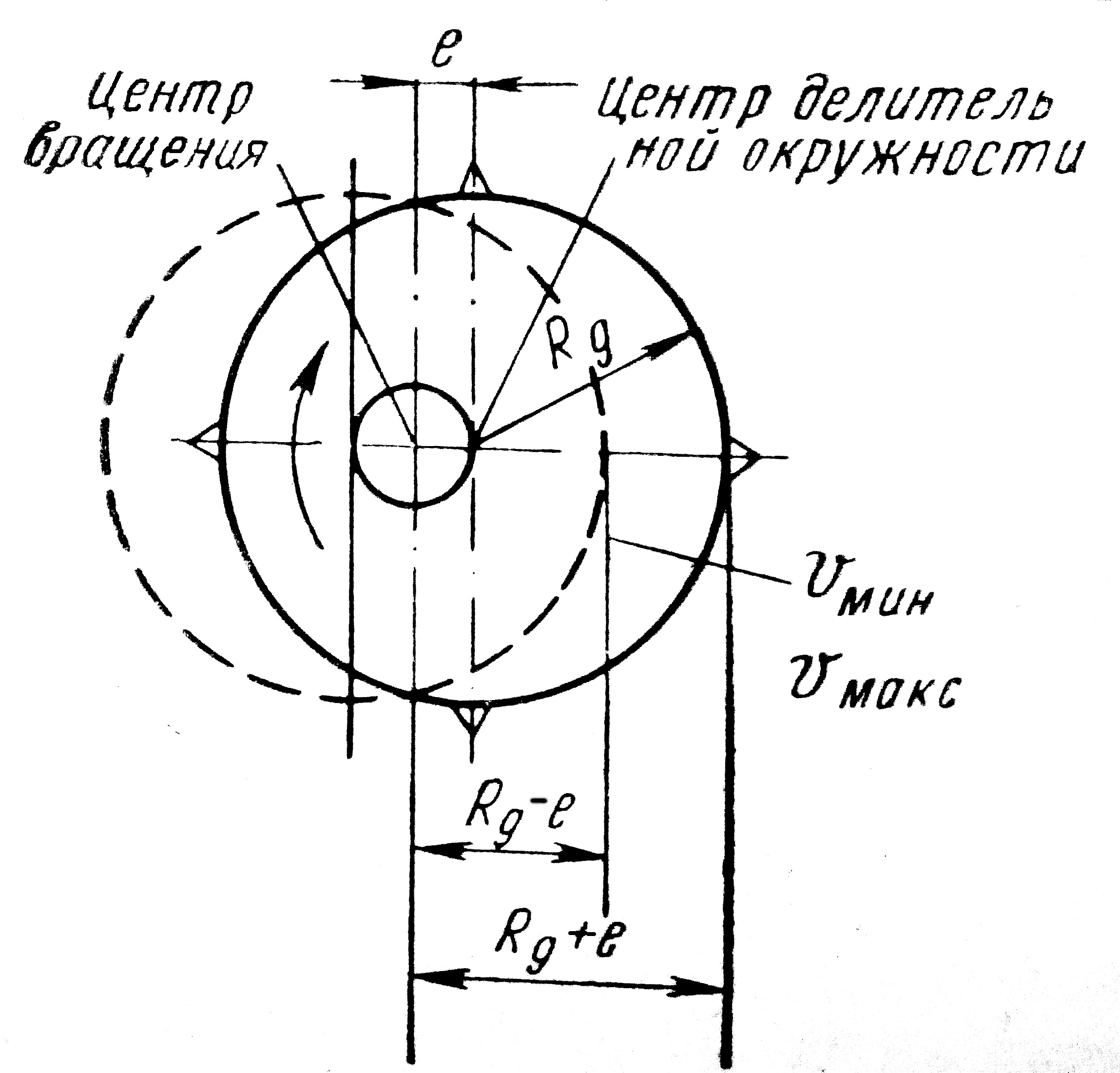
Кроме того, зубчатый барабан несет в себе еще одну причину, вызывающую нестабильность скорости ленты. Это радиальное биение опорной окружности, обусловленное смещением центра этой окружности от оси вращения, т. е. эксцентриситетом е.
Рис.1
Величина биения равна 2е. В соответствии с рис. 1.1 амплитуда υэо колебаний линейной скорости ленты, вызванная эксцентриситетом, опишется следующим соотношением:
υэо = Vл / Rд
где Rд - радиус делительной окружности зубчатого барабана
Vл - скорость движения киноленты
Частота изменения υэо определяется числом оборотов зубчатого барабана в секунду (обычно 2—6 Гц).
Координатно-измерительные машины. Конструкция и принципы измерения
Координатно-измерительные машины (КИМ) используются для измерения геометрических элементов деталей (например, линейного размера, диаметра, угла, параллельности). Принцип работы машин состоит в следующем: измерения относительно сложных форм, размеров и позиций сводятся к определению и математической оценке пространственных координат отдельных точек. Результаты этих измерений можно представить как в графическом виде, так и в табличном.
В основе конструкции почти всех машин находятся линейные оси, расположенные согласно декартовой системе координат с соответствующими линейными шкалами. По осям координат перемещаются измерительные каретки, управляемые либо вручную, либо посредством электроприводов. Одна из осей координат, обычно вертикальная ось Z (или аппликата) оснащается датчиком определения измеряемых точек. При использовании обычного датчика касания для определения координат точек на поверхности измеряемой детали считываются позиции трех измерительных кареток.
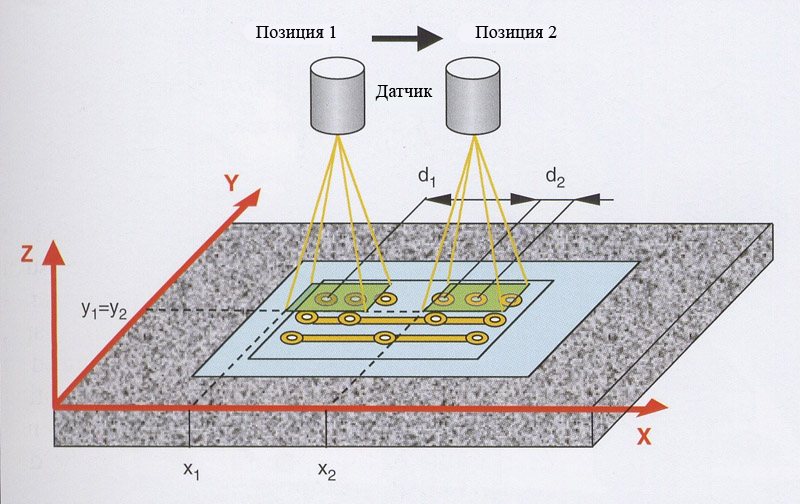
Некоторые оптоэлектронные датчики (например, датчики обработки изображений) обладают собственным диапазоном измерения, обычно двумерным. С помощью таких датчиков можно одновременно измерять несколько точек геометрического элемента, не совершая никаких перемещений по осям координат. Пользуясь этим методом, возможно полностью измерять небольшие элементы изучаемой детали.
В этом случае система координат датчика накладывается на систему координат машины.
Рис.2
Измерение в изображении:
- расстояние d2 измеряется в позиции датчика x2, y2.
Измерение на изображении:
- расстояние d1 измеряется в позициях датчика x1, y1 и x2, y2.
Координатно-измерительные машины с двухкоординатными столами
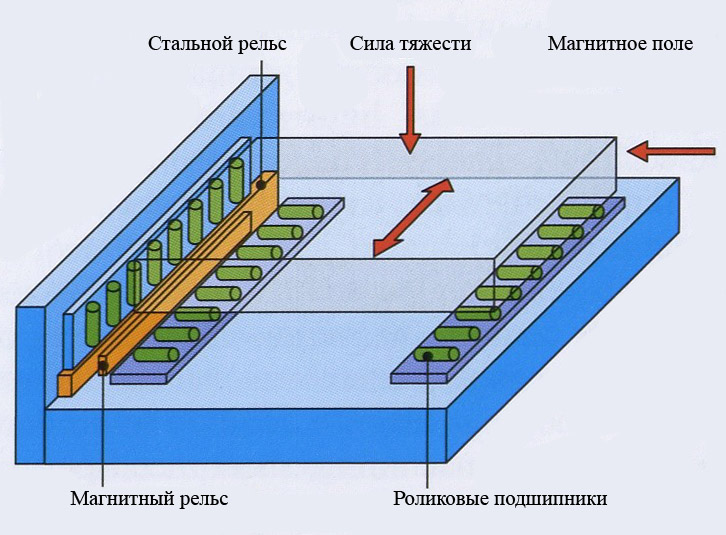
Разработка механических компонентов этой группы приборов явилась логическим продолжением процесса усовершенствования измерительных микроскопов и измерительных проекторов. Первоначально эти КИМ представляли собой механические столы на подшипниках. Вертикальная ось также работала на механических подшипниках. Для приборов, характеризующихся повышенной точностью и температурной стабильностью, эти компоненты производятся из алюминия (металла с высокой теплопроводностью). Также используются специальные системы направляющих с постоянным натяжением.
Рис.3
Сегодня эти машины, как правило, полностью автоматизированы и обладают диапазоном измерения 200 – 400 мм. Увеличение диапазона измерения при такой конструкции не является экономически оправданным.
В системах с улучшенными рабочими характеристиками обычно сочетаются автоматические источники проходящего и отраженного света.
Мощные настольные устройства также комплектуются системами механических датчиков касания и лазерными датчиками. Таким образом, все эти приборы можно отнести к классу мультисенсорных КИМ.
Координатно-измерительные машины портального типа
При повышенных требованиях к точности и увеличении диапазона измерений механические направляющие настольных моделей заменяются системами на воздушных подшипниках. Высокоточные направляющие производятся в основном из природного твердого камня (например, гранита). Подвижные компоненты перемещаются по каменным поверхностям на воздушной подушке толщиной всего в несколько микронов, предназначенной для минимизации трения. Усилие, необходимое для передвижения кареток, является относительно небольшим, а отсутствие какого-либо запаздывания в системе позиционирования приводит к снижению погрешности измерения.
Стационарные портальные мультисенсорные технологии
В случае координатно-измерительных машин со стационарным или неподвижным порталом объект перемещается вдоль основной оси, находясь на подвижном измерительном столе. Две другие оси установлены на портале. Основным преимуществом такой конструкции является то, что приводные системы и шкалы всех трех осей можно установить по центру (благодаря чему сводятся к минимуму эффекты смещения Аббе); кроме того, высокая жесткость конструкции обеспечивает значительное снижение воздействия различных эффектов твердого тела и гарантирует низкие погрешности измерения. Помимо этого, такая конструкция облегчает интеграцию в нее систем проходящего освещения и является особенно эффективной для осуществления оптических и мультисенсорных измерений.
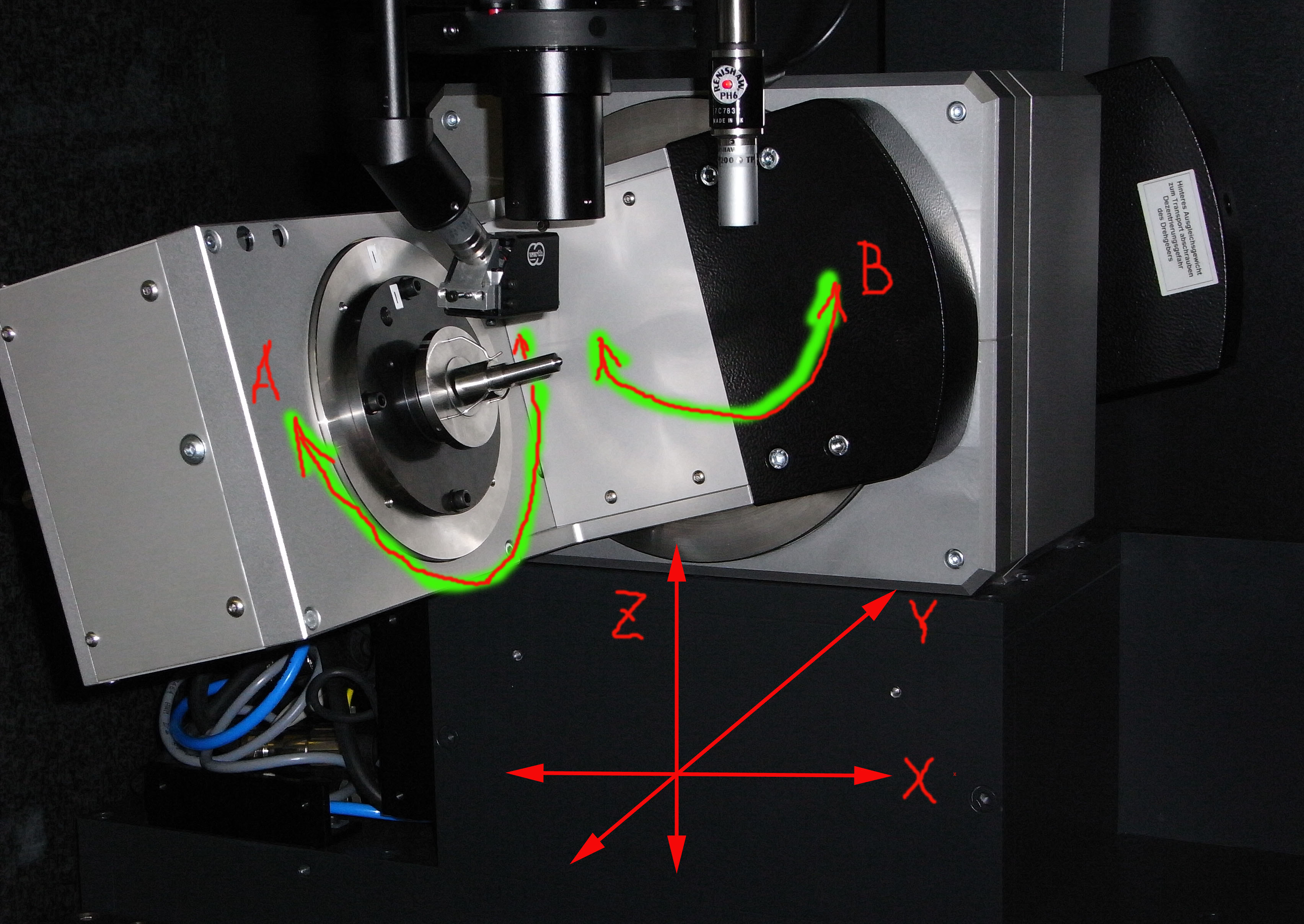
Высокая устойчивость конструкции позволяет также подключать к одной вертикальной оси несколько датчиков. Проблему возникновения конфликтов при подключении нескольких датчиков можно предотвратить, если использовать дополнительные вертикальные оси. Смена датчиков выполняется путем отвода и удлинения соответствующих вертикальных осей. Применение осей А и В (вращения и наклона) позволяет проводить линейные и угловые измерения сложных деталей без изменения их закрепления. (рис.5)
Рис.5
Контроль геометрических параметров типовых деталей киновидеоаппаратуры с целью повышения качества видеоизображения.
Использование современных координатно-измерительных машин (КИМ) с ЧПУ, имеющих возможность передачи информации непосредственно на станки, с целью внесения коррекции при изготовлении, удовлетворяет требованиям научно-технического прогресса и тенденциям развития производства в целом.
Применение КИМ позволит существенно сократить время контроля параметров и улучшить качество сбора информации о точности изготовления за счет обработки данных на компьютере. Посредством разработанных ранее математических пакетов обработки данных, имеется возможность получать информацию о параметрах зубчатых барабанов в окончательном виде посредством вывода протокола измерений. Кроме того, появляется возможность получить информацию о любом участке изготовленного зубчатого барабана за счет использования программного модуля, позволяющего сравнивать реальный измеряемый объект и математическую CAD модель. Современное программное обеспечение позволяет внести поля допусков на CAD модели и получать числовую или цветовую информацию о степени соответствия.
Программное обеспечение позволяет запустить измерительную программу на цикл. В зависимости от размеров стола КИМ можно располагать несколько зубчатых барабанов, причем нет необходимости использовать сложное сверхточное приспособление для четкого соблюдения шага по осям Х и Y. КИМ способна найти следующую деталь на измерительном столе и определить базовый край для правильности отсчета. Погрешность расположения деталей может достигать 2 - 5 мм.
Универсальность КИМ позволяет решать не только задачи контроля точности зубчатых барабанов. Используя ранее написанные программы измерения, способные храниться на жестком диске ПК, можно измерять и контролировать параметры любой детали, соответствующей своими масса-габаритным показателями требованиям микроскопа.
Высокое качество изготовления, низкие требования к условиям окружающей среды, система вибрационной защиты и возможность температурной компенсации позволяют устанавливать КИМ непосредственно в цех. Возможность написания измерительной программы квалифицированными инженерами на удаленном от КИМ персональном компьютере снижает требования к уровню знаний контролера, задачей которого остается лишь корректно установить деталь и запустить измерительную программу.
Таким образом, примение КИМ на этапах производства, эксплуатации и отбраковки позволяет проводить методически обоснованный параметрический контроль точности геометрических параметров зубчатых барабанов при помощи мультисенсорной координатно-измерительной машины.
Библиографическая ссылка
Перевозчиков И.Н., Коновалов М.В. Технологические возможности контроля типовых деталей киновидеоаппаратуры с применением современного измерительного оборудования // Научный электронный архив.
URL: http://econf.rae.ru/article/4739 (дата обращения: 01.08.2026).