Мультисенсорная технология измерения геометрических параметров типовых деталей.
Перевозчиков И.Н.
Санкт-Петербургский государственный университет кино и телевидения
г. Санкт-Петербург, Россия
В мультисенсорных координатно-измерительных машинах используются комбинации из нескольких датчиков. Свойства этих датчиков обычно зависят от основных целей их применения. В число этих свойств входят размеры исследуемых элементов, их типы (край, поверхность) и пригодность датчиков для быстрого сбора данных о большом количестве точек (сканирования). Для выполнения сложных измерительных работ, как правило, необходимо использовать несколько различных датчиков на один измерительный цикл.
Датчики для координатно-измерительных машин
Датчики координатно-измерительных машин используются для сбора первичных сведений об измеряемой детали. В их конструкции применяются механические компоненты, а в некоторых случаях оптоэлектронные и программные комплектующие различной сложности. Датчики можно выбирать, руководствуясь условиями, в которых располагается измеряемая деталь, тактильной чувствительностью объекта, размерами измеряемых элементов, требованиями плана измерений и числом измеряемых точек. Таким образом, выбор датчика (или датчиков) зависит главным образом от рассматриваемой измерительной задачи.
Координатно-измерительные машины можно оснащать контактными или оптическими триггерными и измерительными сенсорами. Обнаружив измеряемую точку, триггерные сенсорыпроизводят сигнал, по которому измерительная система каждой оси машины определяет координаты точки в пространстве. Измерительные сенсорыобладают диапазоном внутренних измерений до нескольких миллиметров. Прообраз точки определяется путем наложения измеряемых датчиком значений на координаты, снятые измерительной машиной. Таким образом, определение точки возможно даже в том случае, если координатно-измерительная машина неподвижна (принцип статического измерения), до тех пор, пока значение прообраза точки находится в пределах диапазона измерения датчика.
Не менее важным критерием классификации датчиков является физический принцип передачи первичного сигнала. В этом отношении датчики, широко применяемые сегодня, можно разделить на две группы – оптические и контактные. Информация о местоположении измеряемой точки передается в оптический сенсор посредством света таким образом, чтобы ее можно было использовать для определения координат этой точки. Контактный датчикполучает эту информацию путем прикосновения к измеряемой детали измерительным элементом, которым в большинстве случаев является наконечник щупа.
Визуальные сенсоры
Термин «визуальные сенсоры» относится ко всем датчикам, которые, подобно глазу человека, воспринимают по крайней мере двумерное изображение измеряемого объекта. Распределение яркости такого оптического изображения распознается и оценивается сенсором.
Десятки лет единственным визуальным «датчиком», пригодным для работы с оптическими координатно-измерительными приборами, оставался глаз человека. Процесс измерения был подвержен влиянию таких субъективных погрешностей, как параллакс (видимое изменение положения предмета вследствие перемещения глаза) и ошибки при измерении участков перехода света в тень вследствие логарифмической светочувствительности глаза человека. Таким образом, результаты измерений по существу зависели от оператора и являлись сравнимыми лишь в определенной степени. Скорость измерения также была весьма ограничена.
Визуальное измерение
Визуальное измерение, с учетом всех его отрицательных сторон, представляет собой последнюю альтернативу современным системам обработки изображений. Этот метод применяется в тех случаях, когда измеряемый объект виден плохо, и геометрические элементы можно исследовать только интуитивно. При условии, что глаз человека различает в визирном перекрестии до нескольких десятых миллиметра, использование этого метода позволяет достичь разрешения в несколько микронов, например, в сочетании со стократным оптическим увеличением.
Датчик обработки изображений
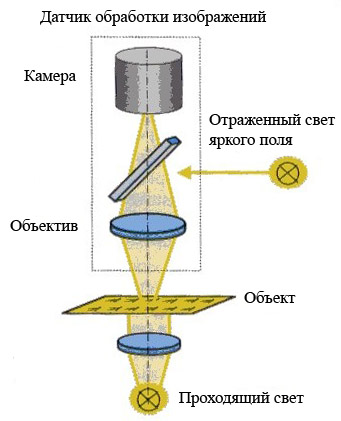
Сегодня датчики обработки изображений используются в основном в качестве визуальных сенсоров. Объект отображается на матрице камеры с помощью объектива. Электронное оборудование камеры преобразует оптический сигнал в цифровое изображение, которое используется для расчета измеряемых точек на компьютере, оснащенном соответствующим программным обеспечением для обработки изображений. Эффективность таких датчиков сильно зависит от нескольких индивидуальных факторов – освещения, объектива, микросхемы датчика, электронного оборудования и вычислительного алгоритма.
Базовая конструкция датчика обработки изображений
с источниками проходящего и отраженного света
Рис1.
Освещение визуальных сенсоров
Основополагающим принципом любого оптического измерения является отображение измеряемых элементов с повышенной контрастностью. Лучше всего контрастность повышается на внешних границах объектов. В этом случае измерение можно производить в проходящем свете. Идеальными параметрами для такого измерения обладают плоские объекты. С другой стороны, если у измеряемых объектов широкие кромки, следует принимать во внимание взаимосвязь освещения, объекта и траектории воспроизводящего пучка света. Производитель координатно-измерительной машины должен гарантировать взаимное выравнивание апертурных углов отдельных оптических систем и возможность выполнения калибровки алгоритмов определения местонахождения краев в программе обработки изображений. Другие источники проходящего света с регулируемыми апертурами используются для решения таких задач, как измерение осесимметричных деталей (например, цилиндров в горизонтальном положении). Использование визуальных сенсоров, как правило, требует применения как отраженного, так и проходящего света.
Следует различать два вида освещения методом проходящего света:
свет, отраженный в ярком поле, проецируется на объект параллельно оси траектории пучка. В идеале это выполняется непосредственно системой линз воспроизводящего оптического оборудования. В результате мы получаем, например, зеркальные отражения света от металлических поверхностей. Объект оказывается ярким. Наклонные поверхности отражают свет помимо системы линз, и потому оказываются темными
Свет, отраженный в темном поле, попадает на изучаемый объект под косым углом к траектории воспроизводящего пучка. Обычно в качестве источника такого света используются кольцеобразные конфигурации (или кольцевые волоконно-оптические осветительные приборы). Преимущество этих приборов заключается в низком количестве тепла, выделяемого ими в зоне измерения. Посредством сегментации с различных пространственных направлений можно создавать эффекты освещения. Светоизлучающие диоды (СИД) позволяют оптимально адаптировать свет, отраженный в темном поле, к текущей измерительной задаче. Углы освещения можно менять путем переключения диодных матриц.
В современных мультисенсорных координатно-измерительных машинах все источники света могут контролироваться автоматически, посредством измерительного программного обеспечения. Яркость можно контролировать путем использования света, отражаемого объектом. Практическое применение этих возможностей обеспечивается при измерении поверхностей различных материалов. Математическая коррекция характеристик осветителей позволяет непрерывно использовать программы ЧПУ даже после смены этих осветителей.
Датчики расстояния
С помощью описанных выше визуальных сенсоров измерения можно проводить только на двумерных плоскостях. Таким образом можно измерять лишь двумерные (2D) или ступенчатые (2½-D) объекты. Для того, чтобы выполнять трехмерные (3D) измерения с помощью оптических датчиков, необходима дополнительная операция измерения третьей координаты. Поскольку сенсоры, используемые с этой целью, определяют расстояние до поверхности измеряемой детали, они, как правило, называются датчиками расстояния.
Лазерные датчики поточечного измерения
Лазерный датчик поточечного измерения функционирует следующим образом: пучок света, испускаемый лазером (как правило, это лазерный диод), проецируется на измеряемый объект. Пятно отраженного луча отображается на оптоэлектронном датчике. Позиция измеряемой точки определяется подходящим для этого способом. Самые известные способы принадлежат к одной из двух категорий: это метод триангуляции и интерференционный метод .
Триангуляционные датчикичасто применяются в целях автоматизации технологии измерений согласно следующему принципу: лазерный пучок и ось воспроизводящего оптического оборудования датчика охватывают угол измерения в несколько десятков градусов. Таким образом лазерный передатчик, измеряемая точка и датчик формируют треугольник, который затем используется для определения расстояния через тригонометрические отношения (или триангуляцию). Результат измерения сильно зависит от структуры и угла наклона поверхности, что выражается в относительно высоких погрешностях измерения. Вследствие этого данный метод подходит для применения только на менее точных координатно-измерительных машинах.
Лучших результатов можно добиться с помощью лазерных датчиков, работающих по принципу Фуко. Этот принцип заключается в использовании угла апертуры воспроизводящего оптического оборудования датчика в качестве триангуляционного угла. Вместо лазерного пятна на объекте отображается лезвие ножа Фуко, расположенное на траектории пучка света. Оценка характеристик сигналов выполняется посредством дифференциального фотодиода. Отклонения от нулевой позиции лазерного датчика, определяемые таким способом, используются для подрегулировки соответствующих осей координатно-измерительной машины. Результат измерения получают путем наложения значений, полученных лазерным датчиком, на значения, полученные координатно-измерительной машиной. Как и в случае, описанном выше, результат измерения, произведенного с помощью такого датчика, подвергается значительному влиянию свойств материала и угла наклона поверхности. Следовательно, возникает необходимость коррекции этих влияющих переменных. Однако при использовании подходящего программного обеспечения погрешность измерения можно снизить до пределов, в которых она будет соответствовать требованиям для высокоточных координатно-измерительных машин. На практике лазерные датчики Фуко, как правило, встраивают в траекторию пучка датчика обработки изображений. Такая схема позволяет переключаться между двумя датчиками, не производя при этом каких-либо механических движений. Более того, процесс исследования поверхности лазером можно наблюдать наглядно.
Основным преимуществом лазерных датчиков поточечного измерения в сравнении с сенсорами, использующими метод фокусировки, является сравнительно высокая скорость измерения: от нескольких сот до тысячи точек в секунду. Таким образом, лазерные датчики этого типа идеальны для сканирования профиля поверхности.
Контактные датчики
Все тактильные датчики работают по принципу механического контакта с поверхностью. Полученные с помощью такого контакта сигналы передаются для дальнейшей обработки. Различают контактные триггерные датчики и измерительные датчики касания. Результат измерения с помощью тактильного датчика включает геометрические данные (как правило, форму и размер) измерительного элемента (или сферы), а также пространственное положение и геометрическую форму поверхности измеряемого объекта. На рис.2 приводится иллюстрация невозможности определения позиции исследуемой точки без математической коррекции, основанной на известных координатах центральной точки наконечника щупа или сферы. Для осуществления точной коррекции необходимо откалибровать измерительный элемент (откорректировать сферу щупа). Кроме того, обычно для измерения любого геометрического элемента нужно исследовать большое количество точек. Без проведения этой коррекции суммарная погрешность будет зависеть от диаметра сферы щупа (например, чем меньше диаметр, тем меньше погрешность). Помимо этого, сферы большого диаметра могут также подавить небольшие отклонения структуры поверхности. Такая «механическая фильтрация» может благоприятно повлиять на результат измерения, а может и привести к его искажению.
Рис.2
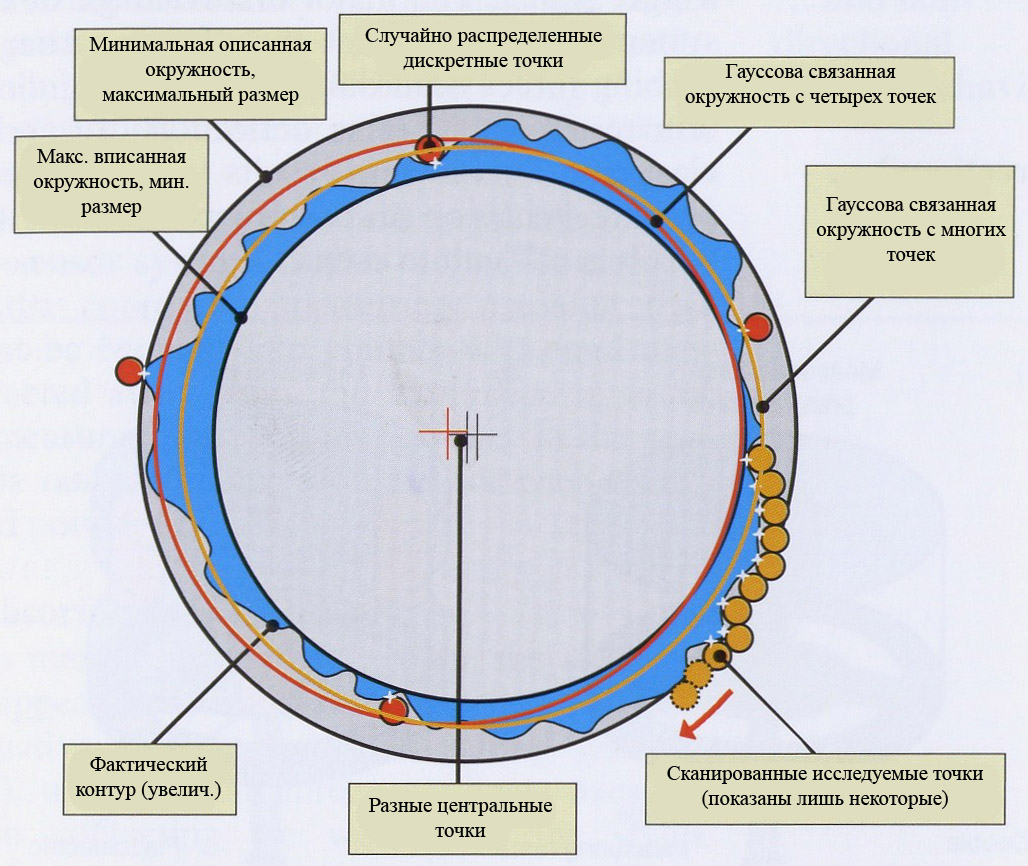
На рис.3 показано воздействие количества исследуемых точек на результат измерения. В тех случаях, когда геометрические элементы обладают дефектами формы, важно исследовать большое количество точек. Однако контактное триггерное исследование требует времени.
Рис. 3
Влияние количества точек измерения на его результат: малое количество точек измерения приводит к получению неверной связанной окружности. Большое количество точек измерения приводит к получению верной связанной окружности. Минимальная описанная и максимально вписанная окружности демонстрируют нам, что Гауссова связанная окружность неточно описывает элементы с отклонениями формы.
Измерительный тактильно-оптический сенсор
Упомянутые выше обычные механические датчики имеют одно общее свойство: от контактного элемента сигнал передается по жесткому валу в реальный датчик (например, переключатель или пьезоэлектрический элемент). Поскольку каждое отклонение вала влияет на результат измерения, необходимо применять валы максимальной жесткости. Вследствие состояния технологии датчиков это приводит к сравнительному повышению размерности и измерительного усилия. По существу говоря, минимальный диаметр контактной сферы равняется нескольким десятым миллиметра. Следовательно, такие контактные измерительные системы могут подходить для измерения небольших геометрических элементов только при определенных условиях.
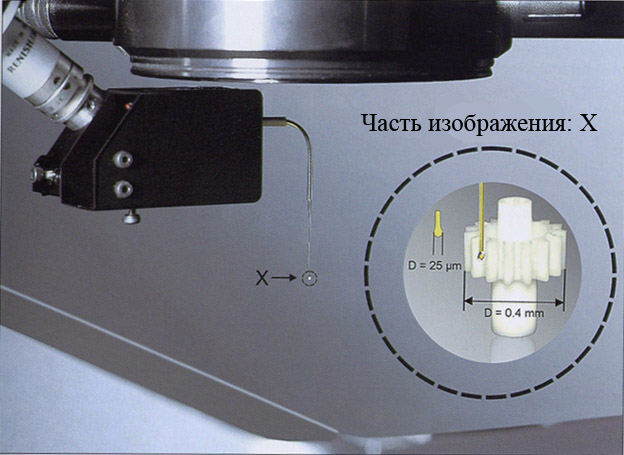
Эти затруднения легко обойти при использовании волоконного датчика Werth, когда вал щупа используется только для позиционирования сферы щупа. Фактическое измерение позиции выполняется встроенным в систему датчиком обработки изображений (рис.4). Отклонение вала, таким образом, не влияет на результат измерения. Сам по себе волоконный датчик сконструирован по двумерному принципу, но его можно использовать и для выполнения трехмерных измерений при условии, что поверхности исследуемого объекта и ось волоконного датчика образуют достаточно малый угол. Можно также определять позицию контактной сферы в направлении оси волоконного датчика, встроив в последний вторую камеру или зеркало, тем самым организовав второе направление визирования датчика обработки изображений.
Волоконные датчики изготавливаются путем протяжки тонких стекловолокон и выплавки на них сфер. В целях улучшения качества позиционирования волоконный датчик крепится к пустотелой металлической игле. Если стекловолокно передает свет на измерительный наконечник, то измерения можно выполнять в режиме самоосвещения. Также волоконный датчик можно использовать в режиме проходящего освещения. Благодаря малым размерам датчика результирующие измерительные усилия являются незначительными (до нескольких микроньютонов). По этой причине его можно использовать для измерения особенно чувствительных деталей. Волоконный датчик относится к группе измерительных сенсоров. Вот почему он предназначен в основном для сканирования поверхностей материалов.
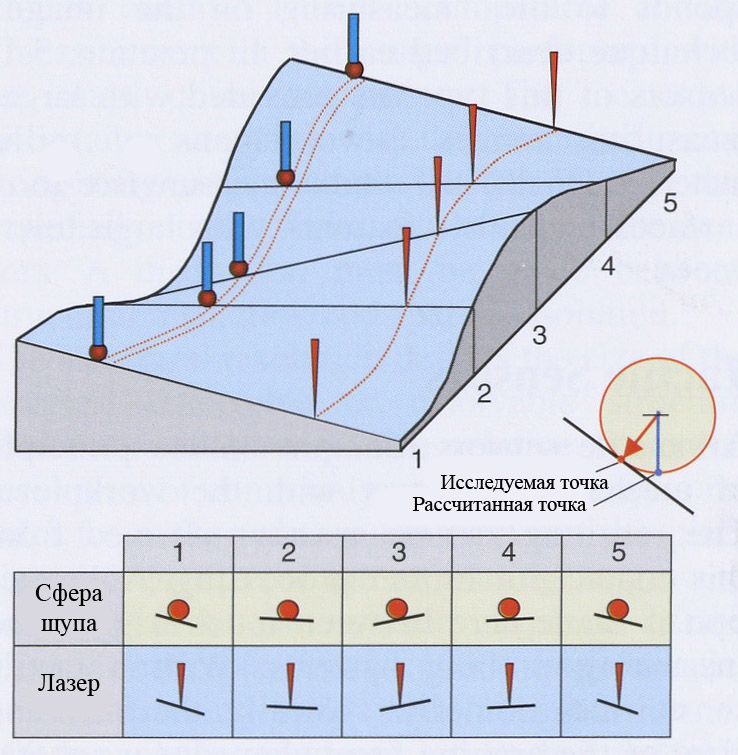
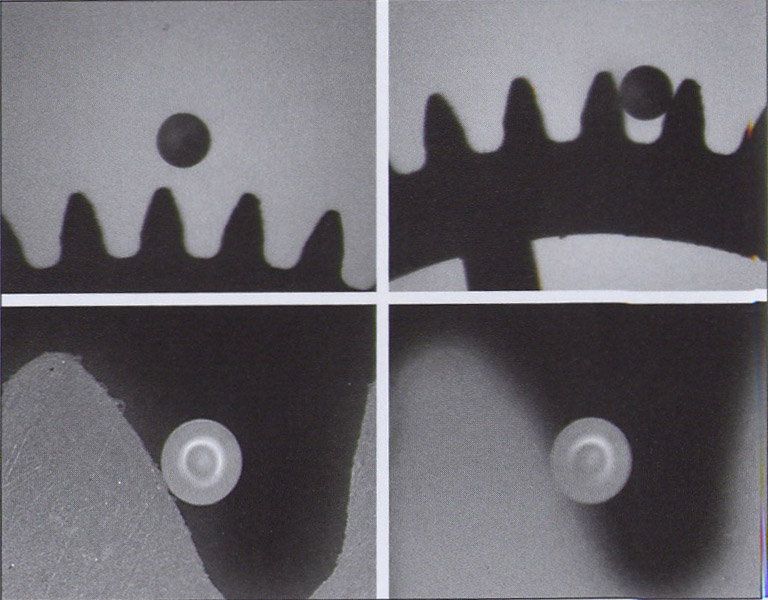
Помимо всего прочего, принцип самоцентровки контактных измерительных систем приводится здесь на примере использования волоконного датчика (рис.5). Откалиброванная сфера располагается во впадинах между зубами для определения погрешности шага зубчатого колеса. Позиция сферы на зубчатом колесе определяется по значению, получаемому волоконным датчиком (позиции сферы в поле изображения), и координатам измерительной машины. Затем на основании измерения нескольких позиций в разных впадинах между зубами можно выяснить такие значения, как диаметр по двум шарикам или шаг шестеренки. Профиль зубчатого колеса можно измерить путем исследования боковых поверхностей зубов.
Волоконный датчик Werth с магнитным интерфейсом
Рис.4
Рис.5
Благодаря уникальному методу применения волоконный датчик является одним из самых точных сенсоров, выпускаемых в наше время для координатно-измерительных машин, не считая датчика обработки изображений.
Библиографическая ссылка
Перевозчиков И.Н. Мультисенсорная технология измерения геометрических параметров типовых деталей // Научный электронный архив.
URL: http://econf.rae.ru/article/4824 (дата обращения: 31.07.2026).