Разработка технологического процесса: Изготовление изделия детской одежды в проекте швейного предприятия с детальной разработкой швейного производства (утепленная куртка для мальчика)
1.4. Разработка технологического процесса по изготовлению изделия
Разработку технологического процесса изготовления швейного изделия необходимо производить в соответствии с техническим заданием, учитывая направление совершенствования методов обработки изделий. В пояснительной записке детально прорабатывают вопросы выбора методов обработки отдельных деталей и узлов, их сборки, составление технологической документации. В основу должны быть положены достижения науки и техники [1].
1.4.1. Направление совершенствования методов обработки изделий
В условиях поточного сборочного производства, к которому относится швейная промышленность, ведущее место занимает технология соединения деталей одежды. Для повышения качества швейных изделий большое значение имеют методы прогнозирования качественных показателей соединений, которые позволяют установить оптимальные способы соединений, их параметры и необходимые обработки, а так же заранее определять гарантированные сроки эксплуатации одежды.
При массовом производстве швейных изделий решающая роль принадлежит технологическому процессу, который представляет собой экономически и технически целесообразную совокупность технологических операций по обработке, заготовке и сборке деталей и узлов швейных, а также изделия в целом.
Большая роль в повышении эффективности производства принадлежит информационным технологиям. Современная техника позволяет механизировать и автоматизировать выполнение сборочно-соединительных технологических операций, выполняемых вручную, например, подача деталей в зону шьющего механизма, обрезку ниток, съем и удаление деталей. В результате значительно повышается производительность труда, обеспечивается высокая точность сборки и стабильность обрабатываемых деталей, узлов и соединений в целом.
Большие возможности имеет малооперационная технология, позволяющая за один проход выполнять несколько неделимых сборочно-соединительных операций или осуществлять монтаж узлов, минуя предварительное соединение отдельных деталей [2].
Большое значение для совершенствования технологических процессов имеют созданные комплексно-механизированные и автоматизированные линии, которые оснащены комплектами специализированного оборудования для выполнения, практически всего набора конкретных технологических операций.
1.4.2. Обоснование выбора проектируемых методов обработки изделий
Разработка технологического процесса изготовления мужской утепленной куртки связана с выбором методов обработки отдельных узлов и сборки изделия. Выбор проектируемых методов должен быть тесно связан с назначением изделия, физико-механическими свойствами применяемых материалов.
Выбор рациональных методов обработки осуществляется посредством сравнительного анализа. Для оценки выбранных методов обработки рассчитываются показатели эффективности: процент повышения производительности труда и снижения затрат по каждой сборочной единице и изделия в целом [3].
Сравнительный анализ методов обработки съемного пояса представлен в таблице 1. .
Таблица 1.
Сравнительный анализ методов обработки съемного пояса
№п/п
Содержание технологической операции
Действующий метод
Проектируемый метод
Специальность
Разряд
Время, с
Оборудование
Специальность
Разряд
Время, с
Оборудование
1
2
3
4
5
6
7
8
9
10
1
2
3
4
5
6
7
8
9
10
1
Обтачать пояс
М
2
45
131-32+3 АО «Орша», Беларусь
-
-
-
-
2
Обтачать концы пояса
М
2
20
131-32+3 АО «Орша», Беларусь
М
2
20
131-32+3 АО «Орша», Беларусь
3
Надсечь уголки и, вывернуть пояс на лицевую сторону
Р
2
12
ножницы, с/колышек
Р
2
12
ножницы, с/колышек
4
Проложить отделочную строчку по краям пояса
М
3
50
131-32+3 АО «Орша», Беларусь
-
-
-
-
5
Стачать продольные срезы пояса
–
–
–
–
С
3
24
852*38 ЗАО «Завод ПШМ»,г. Подольск+ 3-45
6
Наметить месторасположение блочек на поясе
Р
2
10
Мел, лекало
Р
2
10
Мел, лекало
7
Установить блочки на поясе
П
3
60
ТEP-2
П
3
60
ТEP-2
Окончание таблицы 1.
1
2
3
4
5
6
7
8
9
10
8
Продеть пряжку и застрочить конец пояса
М
2
15
131-32+3 АО «Орша», Беларусь
М
2
15
131-32+3 АО «Орша», Беларусь
Итого
212
141
Экономическая оценка выбранных методов выполняется путем расчета величин процента снижения затрат времени (ПСЗВ) и повышения производительности труда (ППТ) по каждой сборочной единице и изделию в целом.
Расчет показателей ПСЗВ и ППТ по узлу производится по формулам:
%, (1.1)
%, (1.2)
где Тпр- трудоемкость обработки узла в проектируемом потоке, с;
Тдейст- трудоемкость обработки узла в действующем потоке, с.
Расчет степени механизации технологических операций узла производится по формуле:
%, (1.3)
где Смех-степень механизации труда узла изготавливаемого в проектируемом потоке, %;
Тмех.уз.- трудоемкость работ на технологическом оборудовании и оборудовании ВТО (пресс) по проектируемому узлу, с.
После определения трудоемкости проектируемого изделия Тизд, следует произвести экономическую оценку от применения выбранных методов обработки узлов по изделию в целом, определив ПСЗВизд, ППТизд и Смех.изд.
Расчет показателей по изделию производится по формулам:
, (1.4)
, (1.5)
%, (1.6)
где Тизд– трудоемкость обработки изделия в проектируемом потоке, с:
ПСЗВуз – процент снижения затрат времени по узлу;
ППТуз – процент повышения производительности труда по узлу;
Смех.изд – степень механизации труда изготавливаемого в проектируемом потоке изделия, %;
Тмех.изд – трудоемкость работ на технологическом оборудовании ВТО (пресс) по узлу и по изделию, с.
Рассчитаем показатели эффективности для рассмотренного узла:
Сравнительный анализ методов обработки прорезного кармана с листочкой представлен в таблице 1..
Таблица 1.
Сравнительный анализ методов обработки прорезного кармана с листочкой
№п/п
Содержание технологической операции
Действующий метод
Проектируемый метод
Специальность
Разряд
Время, с
Оборудование
Специальность
Разряд
Время, с
Оборудование
1
2
3
4
5
6
7
8
9
10
1
2
3
4
5
6
7
8
9
10
1
Заутюжить листочки
У
3
18
101 «Макпи», Италия + УТП-2 ОЭП АО «Агат», РФ
У
3
18
101 «Макпи», Италия + УТП-2 ОЭП АО «Агат», РФ
2
Настрочить подзор на подкладку карманов
М
2
22
131-32+3 АО «Орша», Беларусь
М
2
22
131-32+3 АО «Орша», Беларусь
3
Уточнить месторасположение карманов
Р
3
24
Мел, лекало
Р
3
24
Мел, лекало
4
Притачать листочки и верхнюю часть подкладки карманов к полочкам,
-
-
-
-
С
4
80
852х28
ЗАО «Завод ПШМ», г.Подольск
5
Притачать листочку к полочкам
М
4
65
131-32+3 АО «Орша», Беларусь
-
-
-
-
Окончание таблицы 1.
1
2
3
4
5
6
7
8
9
10
6
Притачать верхнюю часть подкладки карманов к полочкам
М
4
65
131-32+3 АО «Орша», Беларусь
-
-
-
-
7
Разрезать вход в карман и выправить карманы на изнанку
Р
2
8
ножницы
Р
2
8
ножницы
8
Притачать подкладку карманов в шов притачивания листочек
М
3
26
131-32+3 АО «Орша», Беларусь
М
3
26
131-32+3 АО «Орша», Беларусь
9
Проложить отделочную строчку по шву притачивания листочек
М
3
26
131-32+3 АО «Орша», Беларусь
М
3
26
131-32+3 АО «Орша», Беларусь
10
Стачать подкладку карманов, закрепляя уголки
М
3
30
131-32+3 АО «Орша», Беларусь
М
3
30
131-32+3 АО «Орша», Беларусь
11
Проложить отделочную строчку по верхнему краю и концам карманов
М
3
36
131-32+3 АО «Орша», Беларусь
М
3
36
131-32+3 АО «Орша», Беларусь
Итого:
320
270
Расчет показателей экономической эффективности обработки бокового прорезного кармана с листочкой производится по формулам 1.1-1.6, представленных выше.
Рассчитанные показатели экономической эффективности от применения выбранных методов обработки узлов и технологического оборудования представлены в таблице 1.
Таблица 1.
Показатели эффективности выбранных методов обработки
п/п
Наименование узла
Затраты времени по узлу
ПСЗВ, %
ППТ, %
Смех, %
В действующем потоке
В проектируемом потоке
Узла
Изделия
Узла
Изделия
Узла
Изделия
1
Обработка съемного пояса
212
141
33
1,3
50
2,1
84
80
2
Обработка кармана
320
270
15
1,2
18,5
1,5
81
80
По рассчитанным показателям эффективности можно сделать вывод, что прогрессивность технологии проектируемых методов бала достигнута выбором более современных и прогрессивных и совершенных методов обработки, применением высокопроизводительного оборудования, высоким уровнем механизации ручного труда, минимальными трудовыми затратами и минимальной стоимостью обработки при повышении качества швейных изделий.
1.4.3. Обоснование выбора оборудования и режимов обработки изделия
При выборе оборудования для изготовления утепленной куртки для мальчиков необходимо учитывать вид материала и направления развития швейного оборудования. Одним из этих направлений являются: автоматизация работы специальных машин; использование приспособлений малой механизации; использование спецмашин и полуавтоматов, которые позволяют высококачественно выполнить сложные операции и совмещают несколько операций в одну.
Технологическая характеристика оборудования для ниточного соединения деталей изделия представлена в таблице П.3.1 [4].
Для операций таких, как стачивание, настрачивание, притачивание, соединение подкладки с изделием обработки карманов можно использовать машину 131-32+3 класса фирмы. АО «Орша» Беларусь. Это одноигольная челночная стачивающая машина с отклоняющейся иглой. Применение данного оборудования обеспечивает рост производительности труда и качество при обработке изделий.
-машина 852х12 (28) класса ЗАО «Завод ПШМ», г. Подольск – двухигольная стачивающая, рекомендуются для притачивания деталей карманов к полочкам изделия. Использование этих машин повышает качество обработки деталей и узлов, а также значительно сокращает время выполнения операций.
Для обработки съемного пояса применяется машина 852х38 класса ЗАО «Завод ПШМ», г.Подольск, которая с используемым ПММ обеспечивает получение аккуратных швов, тем самым исключая дополнительные ручные операции.
Для повышения производительности труда и улучшения качества рекомендуется применять следующие ПММ: для обработки съемного пояса - ПММ 3-45; для стачивания вешалки – ПММ 2-37. Характеристика ПММ представлена в таблице П.3.2 [5 ].
Для установки блочек и кнопок, используемых в качестве застежки, вырубки кружков из ткани применяется универсальный пресс ТEP-2, который характеризуется производительностью 1000 шт/час. [6].
Поскольку проектируемое изделие курточного ассортимента из ткани с низкими формовочными свойствами, то внутрипроцессная ВТО используется ограниченно и выполняется на электропаровом утюге УТП-2-ОЭП АО «Агат», РФ, характеристика которого представлена в таблице П.3.3 [7]. Для окончательной влажно-тепловой обработки рекомендуется использовать паровоздушный манекен (ПВМ) фирмы «Макпи». Цикл работы ПВМ полностью автоматизирован, так как составляющие ее модули снабжены 3-мя программируемыми таймерами (пропаривание, наддув, пауза). Регуляция верхней части спины и разворота плечиков, делает их совместимыми с различными фасонами и размерами. QAD 12 имеет встроенный парогенератор емкостью 20,9 литров, мощностью 12кВт. Габаритные размеры 123х135х85 см [8]. На качество выполнения влажно – тепловой обработки влияет выбор режимов обработки, параметры которых даны в таблице 1..
Таблица 1.
Параметры влажно – тепловой обработки изделия
Наименование материала
Температура прессования, 0С
Усилие прессования, кг
Время обработки, с
Увлажнение к массе материала, %
пресса
утюга
на прессе
утюгом
Ткань верха
-
100
1,8
-
10
10
Подкладка
-
110
1,8
-
15
10
Клеевые методы обработки при изготовлении утепленной куртки применяются только при дублировании мелких деталей. Параметры клеевых соединений представлены в таблице1. .
Таблица 1.
Параметры образования клеевых соединений деталей изделия
Назначение клеевого соединения
Клеевой материал, марка (артикул)
Вид клеящего вещества
Температура плавления клеевого покрытия, 0С
Режим склеивания
Температура, прессующей поверхности, 0С
Время прессования, с
Давление прессования, МПА
1
2
3
4
5
6
7
Дублирование мелких деталей
арт.
7С216-34
сополиамид «Грилтекс» 1Р82
120
135
20
0,03-0,04
1.4.4. Разработка структуры технологического процесса изготовления изделий
Технологический процесс (ТП) изготовления утепленной куртки представляет собой конечное множество технологических операций, взаимосвязанных между собой. Характер взаимосвязей определяет структуру ТП [1].
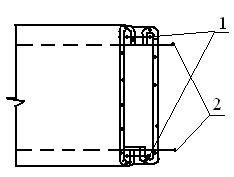
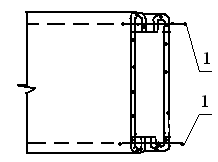
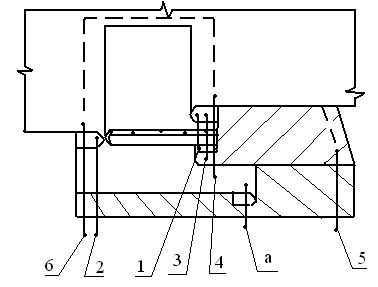
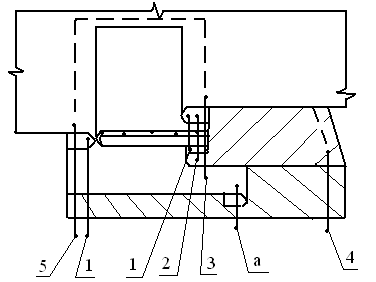
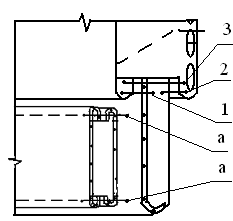
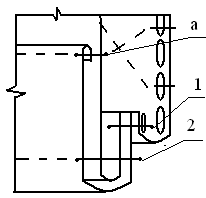
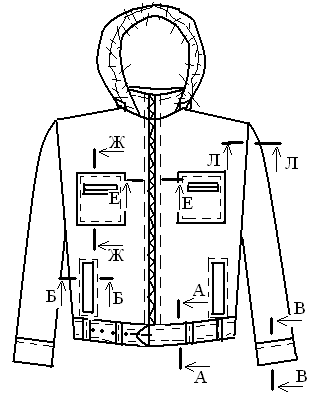
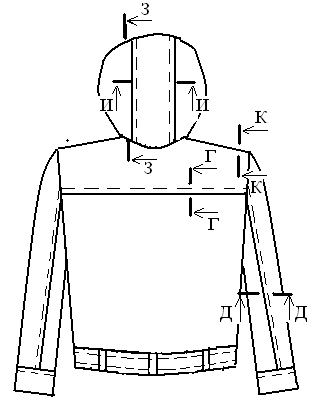
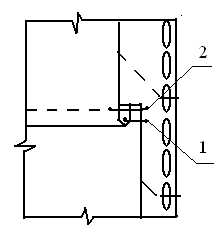
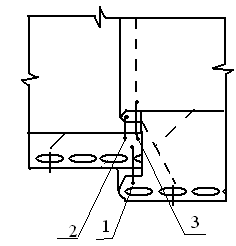
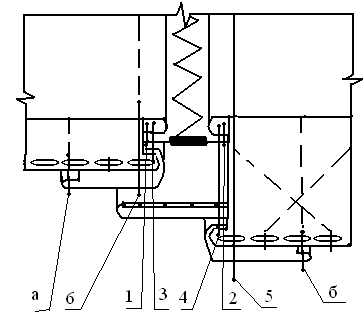
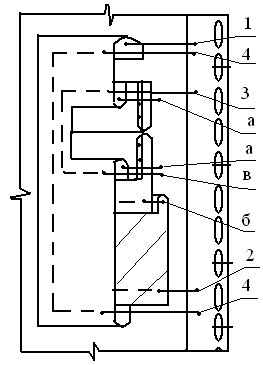
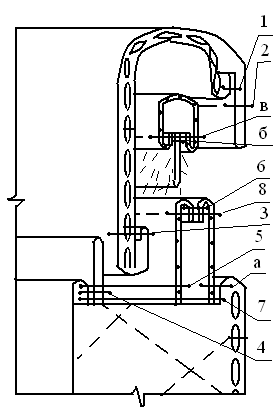
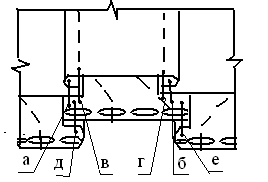
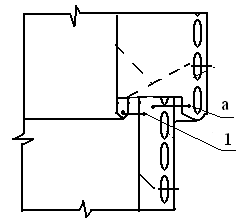
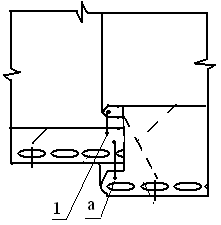
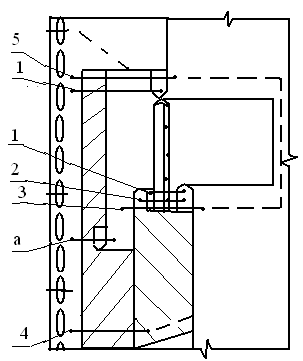
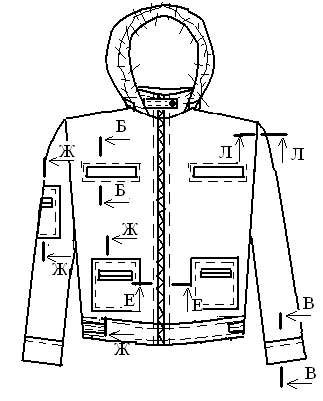
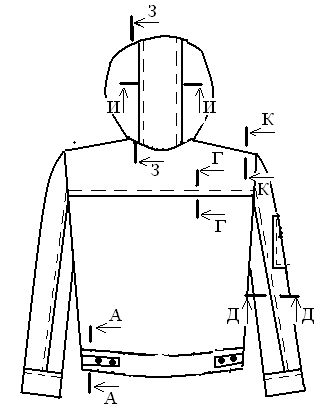
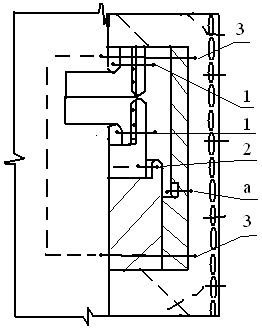
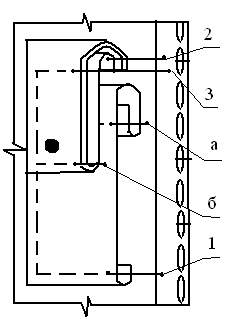
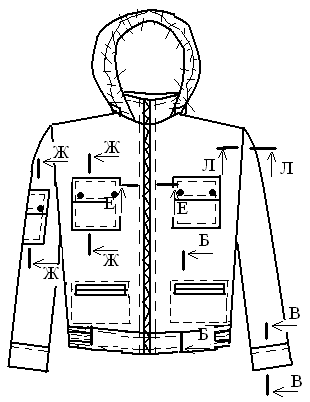
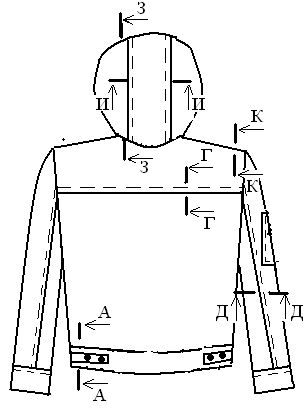
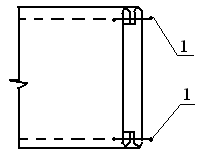
Для разработки справочника технологических операций разрабатываются конструктивно-технологические схемы обработки всех узлов изделий (модульная карта), которые представлены на рисунках 1..-1.. Разработка структуры технологического процесса включает разработку обобщенной схемы сборки изделия, представленная на рисунке 1.11, справочника технологических операций, представленным в таблице П.3.4.
А-А
Б-Б
В-В
Г-Г
Д-Д
Е-Е
Ж-Ж
З-З
И-И
Рис. 1. Модульная карта утепленной куртки для мальчика. Модель А.
К-К
Л-Л
М-М
Рис. 1. . Модульная карта утепленной куртки для мальчика. Модель А.
(продолжение).
А-А
См. рис. 1.
Б-Б
В-В
См. рис. 1.
Г-Г
См. рис. 1.
Д-Д
См. рис. 1.
Е-Е
См. рис.1
Ж-Ж
См. рис.1.
З-З
См. рис.1.
И-И
См. рис. 1.
К-К
См. рис. 1.
Л-Л
См. рис. 1.
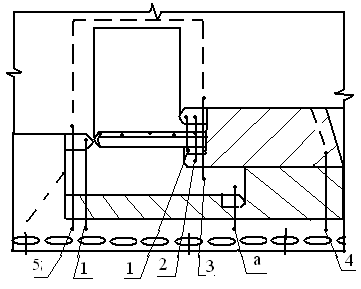
Рис. 1. . Модульная карта утепленной куртки для мальчика . Модель Б.
А-А
См. рис. 1.
Б-Б
Ж-Ж
В-В
См. рис. 1.
Д-Д
См. рис. 1.
Е-Е
См. рис.1
Г-Г
См. рис.1.
З-З
См. рис.1.
И-И
См. рис. 1.
К-К
См. рис. 1.
Л-Л
См. рис. 1.
Рис. 1. . Модульная карта утепленной куртки для мальчика. Модель В.
Таблица П.3.4
Справочник технологических операций на процесс изготовления мужской утепленной куртки
№ п/п
Наименование технологических операций
Специальность
Разряд
Затраты времени, с
Оборудование, приспособления, инструменты
Модель А
Модель Б
Модель В
1
2
3
4
5
6
7
8
1
Принять и разобрать крой
Р
3
74
74
74
Дублирование деталей
2
Продублировать листочки карманов
П
3
20
30
-
262 «Макпи», Италия
3
Продублировать обтачки карманов
П
3
22
22
22
262 «Макпи», Италия
4
Продублировать клапаны
П
3
-
-
30
262 «Макпи», Италия
5
Продублировать верхний воротник
П
3
28
28
28
262 «Макпи», Италия
6
Продублировать нижний воротник
П
3
28
28
28
262 «Макпи», Италия
7
Продублировать части пояса по низу куртки
П
3
40
40
40
262 «Макпи», Италия
8
Продублировать части съемного пояса
П
3
40
-
-
262 «Макпи», Италия
9
Продублировать планку съемного меха капюшона
П
3
18
18
18
262 «Макпи», Италия
10
Продублировать планку
П
3
28
28
28
262 «Макпи», Италия
Заготовка деталей карманов и клапанов
11
Уточнить место расположение прореза на накладных карманах
Р
2
-
-
12
Мел, лекало
12
Притачать обтачки к накладным карманам, разрезать вход в кармана, надсекая уголки
С
4
80
120
-
852х12
ЗАО «Завод ПШМ», г.Подольск
13
Выправить карманы на изнанку
Р
2
8
12
-
14
Закрепить уголки карманов
М
3
12
18
-
131-32+3 АО «Орша», Беларусь
15
Притачать подкладку к нижней обтачке
М
3
26
39
-
131-32+3 АО «Орша», Беларусь
Продолжение таблицы П.3.4
1
2
3
4
5
6
7
8
16
Проложить отделочную строчку по шву притачивания нижней обтачки
М
3
26
39
-
131-32+3 АО «Орша», Беларусь
17
Застрочить верхние срезы накладных карманов
М
2
-
-
32
131-32+3 АО «Орша», Беларусь
18
Обтачать боковые срезы клапанов
М
2
-
-
44
131-32+3 АО «Орша», Беларусь
19
Надсечь уголки и вывернуть клапаны на лицевую сторону
Р
2
-
-
16
Ножницы, с/колышек
20
Приутюжить накладные карманы, заутюживая боковые и нижний срезы
У
3
50
70
70
101 «Макпи», Италия + УТП-2 ОЭП АО «Агат», РФ
21
Приутюжить клапаны
У
3
-
-
28
101 «Макпи», Италия + УТП-2 ОЭП АО «Агат», РФ
22
Заутюжить листочки
У
3
18
25
-
101 «Макпи», Италия + УТП-2 ОЭП АО «Агат», РФ
23
Проложить отделочную строчку по клапанам
М
3
-
-
44
131-32+3 АО «Орша», Беларусь
24
Настрочить подзор на подкладку карманов
М
2
22
22
22
131-32+3 АО «Орша», Беларусь
Заготовка планки
25
Обтачать концы планки
М
2
15
15
15
131-32+3 АО «Орша», Беларусь
26
Надсечь уголки и вывернуть планку
Р
2
12
12
12
Ножницы, с/колышек
27
Проложить отделочную строчку по краю планки
М
2
27
27
27
131-32+3 АО «Орша», Беларусь
Заготовка хлястиков
28
Обтачать хлястики
М
2
-
48
48
131-32+3 АО «Орша», Беларусь
29
Надсечь уголки и вывернуть хлястики
М
2
-
15
15
ножницы
30
Проложить отделочную строчку по краю хлястиков
М
3
-
44
44
131-32+3 АО «Орша», Беларусь
Продолжение таблицы П.3.4
1
2
3
4
5
6
7
8
Заготовка воротника
31
Наметить месторасположение кнопок на верхнем воротнике
Р
2
12
12
12
Мел, лекало
32
Установить кнопки на верхнем воротнике
П
3
55
55
55
ТЕР-2
Заготовка шлевок
33
Стачать шлевки по длине
М
2
15
-
-
131-32+3 АО «Орша», Беларусь + 2-8
34
Нарезать шлевки по длине
Р
2
15
-
-
ножницы
Заготовка капюшона
35
Стачать части капюшона
М
3
35
35
35
131-32+3 АО «Орша», Беларусь
36
Проложить отделочные строчки по швам стачивания частей капюшона
М
3
30
30
30
131-32+3 АО «Орша», Беларусь
37
Наметить переднюю линию капюшона и места расположения кнопок
Р
2
20
20
20
Мел, лекало
38
Установить кнопки по переднему припуску капюшона
П
3
55
55
55
ТЕР-2
39
Стачать части подкладки капюшона
М
2
18
-
-
131-32+3 АО «Орша», Беларусь
40
Притачать подкладку к переднему припуску капюшона
М
2
18
18
18
131-32+3 АО «Орша», Беларусь
41
Отвернуть подкладку капюшона и проложить отделочную строчку по краю капюшона
М
3
18
18
18
131-32+3 АО «Орша», Беларусь
42
Выправить подкладку и застрочить срез горловины капюшона
М
3
60
-
-
131-32+3 АО «Орша», Беларусь
43
Наметить места расположения кнопок по нижнему краю капюшона
Р
2
20
20
20
Мел, лекало
44
Установить кнопки по нижнему краю капюшона
П
3
55
55
55
ТЕР-2
45
Обтачать концы мехового канта
М
2
12
12
12
131-32+3 АО «Орша», Беларусь
46
Вывернуть концы мехового канта
Р
2
8
8
8
47
Притачать планку к меховому канту, сложенному вдвое
М
3
23
23
23
131-32+3 АО «Орша», Беларусь
Продолжение таблицы П.3.4
1
2
3
4
5
6
7
8
48
Застрочить концы планки мехового канта и настрочить планку по шву ее притачивания
М
3
36
36
36
131-32+3 АО «Орша», Беларусь
49
Наметить месторасположение кнопок на планке мехового канта
Р
2
20
20
20
Мел, лекало
50
Установить кнопки на планке мехового канта
П
3
55
55
55
ТЕР-2
51
Обтачать концы планки воротника
М
2
12
12
12
131-32+3 АО «Орша», Беларусь
52
Вывернуть концы планки
Р
2
8
8
8
Заготовка полочек
53
Уточнить месторасположение карманов
Р
3
24
30
24
Мел, лекало
54
Притачать обтачки к полочкам, разрезать вход в карман, надсекая уголки
С
4
-
-
80
852х12
ЗАО «Завод ПШМ», г.Подольск
55
Притачать листочки и верхнюю часть подкладки карманов к полочкам, разрезать вход в карман, надсекая уголки
С
4
80
80
-
852х28
ЗАО «Завод ПШМ», г.Подольск
56
Разрезать вход в карман и выправить карманы на изнанку
Р
2
8
8
-
ножницы
57
Притачать подкладку карманов в шов притачивания листочек
М
3
26
26
26
131-32+3 АО «Орша», Беларусь
58
Проложить отделочную строчку по шву притачивания листочек
М
3
26
26
-
131-32+3 АО «Орша», Беларусь
59
Притачать подкладку карманов к нижней обтачке
М
3
-
-
26
131-32+3 АО «Орша», Беларусь
60
Притачать подкладку с подзором в шов притачивания верхней обтачки
М
3
-
-
24
131-32+3 АО «Орша», Беларусь
61
Стачать подкладку карманов, закрепляя уголки
М
3
30
30
-
131-32+3 АО «Орша», Беларусь
62
Настрочить подкладку кармана на полочки
М
3
-
-
70
131-32+3 АО «Орша», Беларусь
63
Проложить отделочную строчку по верхнему краю и концам карманов
М
3
36
36
-
131-32+3 АО «Орша», Беларусь
64
Настрочить верхний срез карманов на полочки
М
3
22
22
-
131-32+3 АО «Орша», Беларусь
Продолжение таблицы П.3.4
1
2
3
4
5
6
7
8
65
Отвернуть карман и настрочить подкладку кармана на полочку
М
3
40
40
-
131-32+3 АО «Орша», Беларусь
66
Проложить отделочную строчку по верхнему краю входа в карман и концам карманов
М
3
32
32
-
131-32+3 АО «Орша», Беларусь
67
Настрочить накладные карманы на полочки
М
3
46
46
46
131-32+3 АО «Орша», Беларусь
68
Притачать клапаны к полочкам
М
3
-
-
26
131-32+3 АО «Орша», Беларусь
69
Проложить отделочную строчку по швам притачивания клапанов
М
3
26
131-32+3 АО «Орша», Беларусь
Заготовка спинки
70
Притачать кокетку к спинке
М
2
20
20
-
131-32+3 АО «Орша», Беларусь
71
Проложить отделочную строчку по шву притачивания кокетки к спинке
М
2
18
18
18
131-32+3 АО «Орша», Беларусь
Заготовка рукавов
72
Стачать локтевые срезы рукавов
М
2
45
45
45
131-32+3 АО «Орша», Беларусь
73
Проложить отделочную строчку по локтевому шву рукава
М
2
42
42
42
131-32+3 АО «Орша», Беларусь
74
Наметить линию притачивания манжет
Р
2
10
10
10
Мел, лекало
75
Наметить месторасположение кармана на рукаве
Р
2
10
10
10
Мел, лекало
76
Настрочить манжеты по низу рукавов
М
3
28
28
28
131-32+3 АО «Орша», Беларусь
77
Настрочить верхний срез карманов на рукав
М
3
-
12
-
131-32+3 АО «Орша», Беларусь
78
Отвернуть карман и настрочить подкладку кармана на рукав
М
3
-
20
-
131-32+3 АО «Орша», Беларусь
79
Проложить отделочную строчку по верхнему краю входа в карман и концам карманов
М
3
-
16
-
131-32+3 АО «Орша», Беларусь
Продолжение таблицы П.3.4
1
2
3
4
5
6
7
8
80
Настрочить накладные карманы на рукав
М
3
-
23
23
131-32+3 АО «Орша», Беларусь
81
Притачать клапаны к рукаву
М
3
-
-
26
131-32+3 АО «Орша», Беларусь
82
Проложить отделочную строчку по швам притачивания клапанов
М
3
26
131-32+3 АО «Орша», Беларусь
Заготовка подкладки
83
Настрочить фирменную ленту на подкладку правой полочки
М
2
16
16
16
131-32+3 АО «Орша», Беларусь
84
Настрочить подборта на подкладку полочек
М
2
35
35
35
131-32+3 АО «Орша»
85
Стачать плечевые срезы подкладки
М
2
20
20
20
131-32+3 АО «Орша», Беларусь
86
Втачать рукава подкладки
М
2
40
40
40
131-32+3 АО «Орша», Беларусь
87
Стачать боковые срезы подкладки и нижние срезы рукавов, вкладывая ленту с символами по уходу и оставляя в рукаве отверстие для выворачивания
М
2
50
50
50
131-32+3 АО «Орша», Беларусь
88
Втачать нижний воротник в горловину подкладки
М
2
20
20
20
131-32+3 АО «Орша», Беларусь
Заготовка съемного пояса
89
Обтачать концы пояса
М
2
20
-
-
131-32+3 АО «Орша», Беларусь
90
Надсечь уголки и вывернуть пояс на лицевую сторону
Р
2
12
-
-
Ножницы, с/колышек
91
Стачать продольные срезы пояса
С
3
24
-
-
852х38
ЗАО «Завод ПШМ», г.Подольск + 3-45
92
Наметить месторасположение блочек на поясе
Р
2
10
-
-
Мел, лекало
93
Установить блочки на поясе
П
3
60
-
-
ТЕР-2
94
Продеть пряжку и застрочить конец пояса
М
2
15
-
-
131-32+3 АО «Орша», Беларусь
Заготовка притачного пояса
95
Стачать пояс из частей
М
2
20
20
20
131-32+3 АО «Орша»
Продолжение таблицы П.3.4
1
2
3
4
5
6
7
8
Монтаж
96
Стачать плечевые срезы
М
3
28
28
28
131-32+3 АО «Орша», Беларусь
97
Втачать рукава в открытые проймы
М
3
70
70
70
131-32+3 АО «Орша», Беларусь
98
Проложить отделочную строчку по швам втачивания рукавов
М
3
60
60
60
131-32+3 АО «Орша», Беларусь
99
Стачать нижние срезы рукавов и боковые срезы изделия
М
2
80
80
80
131-32+3 АО «Орша», Беларусь
100
Притачать пояс по низу куртки
М
3
45
45
45
131-32+3 АО «Орша», Беларусь
101
Проверить изделие по табелю мер
Р
3
50
50
50
Сантиметровая лента
102
Втачать планку воротника в горловину
М
3
20
20
20
131-32+3 АО «Орша», Беларусь
103
Втачать верхний воротник в горловину куртки
М
3
25
25
25
131-32+3 АО «Орша», Беларусь
104
Обтачать нижний воротник верхним по отлету
М
2
20
20
20
131-32+3 АО «Орша», Беларусь
105
Настрочить тесьму молнию по краю борта, срезам концов воротника и пояса
М
3
120
120
120
131-32+3 АО «Орша», Беларусь
106
Вывернуть куртку на изнаночную сторону
Р
2
12
12
12
107
Притачать подкладку к поясу
М
3
45
45
45
131-32+3 АО «Орша», Беларусь
108
Обтачать край борта
М
3
90
90
90
131-32+3 АО «Орша», Беларусь
109
Надсечь уголки и вывернуть вороник и край борта на лицевую сторону, выправить подкладку, через нестаченный участок в подкладке рукава
Р
2
40
40
40
Ножницы, с/колышек
110
Стачать швы втачивания верхнего и нижнего воротников
М
2
20
20
20
131-32+3 АО «Орша», Беларусь
Продолжение таблицы П.3.4
1
2
3
4
5
6
7
8
111
Стачать швы притачивания пояса к основной ткани и подкладке
М
3
40
40
40
131-32+3 АО «Орша», Беларусь
112
Притачать подкладку по низу рукавов
М
3
50
50
50
131-32+3 АО «Орша», Беларусь
113
Закрепить припуск на подгибку низа рукава над швами
М
2
25
25
25
131-32+3 АО «Орша», Беларусь
114
Закрепить швы втачивания рукавов из основной и подкладочной ткани в верхних и нижних частях пройм
М
2
20
20
20
131-32+3 АО «Орша», Беларусь
115
Вывернуть рукав на изнаночную сторону и застрочить нестаченный участок
М
2
15
15
15
131-32+3 АО «Орша», Беларусь
116
Вывернуть куртку на лицевую сторону и наметить месторасположение шлевок (хлястиков) на поясе
Р
2
15
15
15
Мел, лекало
117
Настрочить шлевки на пояс
М
2
40
-
-
131-32+3 АО «Орша», Беларусь
118
Притачать хлястики к поясу
М
2
-
18
18
131-32+3 АО «Орша», Беларусь
119
Настрочить швы притачивания хлястиков к поясу
М
2
-
18
18
131-32+3 АО «Орша», Беларусь
120
Наметить месторасположение хлястика на воротнике
М
2
-
8
8
131-32+3 АО «Орша», Беларусь
121
Настрочить хлястик на воротник
М
2
-
15
15
131-32+3 АО «Орша», Беларусь
Окончательная отделка и ВТО
122
Приутюжить куртку
П
3
60
60
60
ПВМ 311.02кл. ф. «Макпи»
123
Наметить места расположения кнопок на карманах и клапанах
Р
2
-
-
20
Мел, лекало
124
Наметить места расположения кнопок на поясе и хлястиках
Р
2
-
15
15
Мел, лекало
125
Наметить месторасположение кнопки на хлястике и воротние
Мел, лекало
Продолжение таблицы П.3.4
1
2
3
4
5
6
7
8
126
Установить кнопки на клапанах и карманах соответственно
П
2
-
-
120
ТЕР-2
127
Установить кнопки на хлястиках и поясе соответственно
П
2
-
70
70
ТЕР-2
128
Установить кнопки на хлястике и воротнике соответственно
П
2
-
24
24
ТЕР-2
129
Пристегнуть капюшон
Р
1
20
20
20
130
Продеть пояс в шлевки и застегнуть
Р
1
15
-
-
131
Навесить товарный ярлык
Р
1
10
10
10
6-69 МОМЗ, ЦНИИШП
132
Сдать на склад
Р
3
20
20
20
Итого:
3285
3353
3381
ПРИЛОЖЕНИЕ 3
Таблица П.3.1
Характеристика оборудования для ниточного соединения деталей одежды
Наименование оборудования, предприятие-изготовитель, класс
Тип стежка
Длина стежка, мм
Макс. скорость вращения гл. вала машины, мин.-1
Исполнительный орган перемещения материала
Вид обрабатываемого материала
Толщина сшиваемых материалов, мм
Назначение машины
1
2
3
4
5
6
7
8
131-32+3 АО «Орша», Беларусь
301
1,7-4,5
5000
Зубчатая рейка и отклоняющаяся игла
Средние ткани костюмно-плащевой группы
5
Стачивание деталей куртки из основной и подкладочной ткани, соединение подкладки с изделием, обработка карманов
852х28
ЗАО «Завод ПШМ», г.Подольск
301х2
4,5
4000
Зубчатая рейка и отклоняющиеся иглы
То же
5
Обработка прорезных карманов с листочкой
852х38
ЗАО «Завод ПШМ», г.Подольск
301х2
4,5
4000
Зубчатая рейка и отклоняющиеся иглы
То же
5
Обработка съемного пояса
852х12
ЗАО «Завод ПШМ», г.Подольск
301х2
4,5
4000
Зубчатая рейка и отклоняющаяся игла
» «
5
Обработка прорезных карманов «в рамку»
Заготовка полочек
Заготовка спинки
Заготовка рукавов
Заготовка подкладки
Заготовка деталей карманов
Рис. 1. Схема сборки утепленной куртки для мальчика.
Таблица П.3.2
Приспособления малой механизации
Наименование и назначение приспособления
Марка (номер)
Схема шва
Схематическое изображение ПММ
1
2
3
4
Для стачивания пояса без вывертывания
3-45
Для сборки шлевок
2-8
Таблица П.3.3
Характеристика гладильных столов и утюгов
Оборудование, предприятие изготовитель
Марка (тип)
Тип нагрева поверхности
Температура нагрева поверхности, °С
Масса, кг
Утюжильный стол
101 «Макпи», Италия
электропаровой
100
Утюг
УТП-2 ОЭП АО «Агат», РФ
электропаровой
200
3
Библиографическая ссылка
Маслова Татьяна Борисовна Разработка технологического процесса: Изготовление изделия детской одежды в проекте швейного предприятия с детальной разработкой швейного производства (утепленная куртка для мальчика)
// Научный электронный архив.
URL: http://econf.rae.ru/article/5700 (дата обращения: 11.07.2026).