РЕШЕНИЯ ТЕХНОЛОГИЧЕСКИХ ЗАДАЧ НА ОСНОВЕ МАГНИТОДИНАМИКИ
Вертинский П. А., г. Усолье-Сибирское
pavel-35@mail.ru
1. МАГНИТОДИНАМИЧЕСКОЕ ВВЕДЕНИЕ
После интенсивных экспериментальных исследований в начале XIX века результаты опытов Х. Эрстеда, А. Ампера, М. Фарадея и других исследователей были использованы Дж. Максвеллом в качестве аксиоматической основы электродинамики в виде известных уравнений Максвелла: (1), (2), (3) и (4).
Так как в период создания классической электродинамики природа магнетизма была неизвестна, до создания теории атомно-молекулярной структуры вещества, на основе которой и была в начале XX века разработана теория ферромагнетизма, феномен магнетизма воспринимался самостоятельно, то направление магнитной стрелки около провода с током было воспринято
Х. Эрстедом непосредственно как ориентация магнитных сил. Именно вследствие этой неадекватности одной из аксиом в основаниях классической электродинамики сразу же возник так называемый «электромагнитный парадокс», заключающийся в несоответствии направления электромагнитного взаимодействия электрических токов третьему закону динамики И. Ньютона. Многочисленные попытки объяснить или снять этот " парадокс" за всю историю электродинамики лишь запутывали сущность вопроса и приводили к новым противоречиям в ней. Вместе с тем, так как два элемента тока взаимодействуют между собой по прямой
линии подобно электрическим зарядам , то их взаимодействие можно характеризовать величиной магнитного натяжения :
(5)
Другими словами, естественно положить в основу определения силовой характеристики магнитного поля величину и направление
- 2 -
магнит ной силы между токами согласно закону Ампера: (6), то есть: (7)
По существу такого предложения в основаниях электродинамики автору пришлось неоднократно докладывать на конференциях «Сибресурс – 2001 - 2008» [1], позже эти доклады собран в тематическом сборнике [2] поэтому здесь я лишь кратко отмечу некоторые выводы этих исследований.
Раскроем определение (5): (8)
и для упрощения вычислений направим ток I по прямому проводу вдоль оси Z , тогда (9)
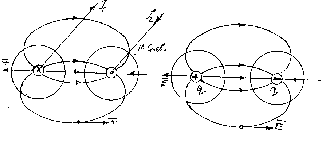
Ясно, что имея два провода с токами противоположного
Рис.I-1 Рис.I-2
направления, получим геометрическую картину общего для них магнитного поля натяжением как на рис.I- 1. Здесь отчетливо видно, что роль магнитного «монополя» в действительности выполняет электрический ток, создающий данное магнитное поле.
Разумеется, введение новой векторной функции магнитного поля на основании реального направления магнитных сил вместе с адекватным отображением геометрии поля приводит к соответствующим изменениям вида уравнений Максвелла.
- 3 -
Определяя величину потока магнитного натяжения вокруг провода с током через замкнутую поверхность вокруг этого провода, представим элементарный поток:(I-10),
где dS - элемент поверхности около провода с током как на рис.I-3:
Рис.I-3
Так как dS = dL dl и dl = r d, то вычисления дают:
(11)
Таким образом, поле магнитного натяжения вокруг провода с током есть поле потенциальное, его силовая характеристика направлена по силам взаимодействия токов, создающих данное поле . При полной осевой симметрии магнитного натяжениявокруг тока по прямому проводу вдоль оси Z очевидно:(12), откуда (13).
- 4 -
По аналогии с определением: (14) найдем и (15), где: NТ = . Рассмотрим случай стационарного тока I = Const: (16)
Так как , то (17)
Сводя полученные результаты по (17) и (22) с известными уравнениями Максвелла для стационарного тока, получим систему: (18),(19), (20) и (21).
В случае статики, когда заряды неподвижны, уравнение (19) вырождается в уравнение (18) , а уравнение (21) вырождается в уравнение (20), сводя таким образом систему уравнений к двум известным уравнениям электростатического поля как частного случая поля электромагнитного, что полностью соответствует действительности. В силу наших определений (6) и (7) запишем:
(22), откуда легко видеть, что нахождение сил взаимодействия токов сводится к их вычислению по заданным токам в проводниках в известных полях магнитного натяжения : (23). Действительно, вывод магнитодинамики об электромагнитной индукции при изменении магнитного натяжения вблизи проводника с изменением тока во времени очевиден:так как (24), то (25).
К сказанному по выражениям для ЭДС электромагнитной индукции можно добавить, что величина ЭДС состоит из двух частей: (26), где : (27) и(28).
- 5 -
Ясно, что Е1 возникает вследствие изменения тока I со временем, а E2 возникает в результате взаимодействия вторичного тока I2 с первичным I1 при изменении расстояния между ними. Данное обстоятельство, выраженное в зависимости (28) необходимо отметить здесь особенно, так ккзависимость ЭДС от () означает принципиальную возможность создания сверхвысоких напряжений в непосредственной близости от первичных проводников с переменными токами. Так, например, электролиты , проводимость которых на 5– 6 порядков меньше проводимости металлических проводников, традиционной электротехникой не рассматриваются в качестве возможных электрических цепей.
Вместе с тем, из выражения (28) непосредственно следует, что при погружении первичной обмотки в электролит возможно образовать в нем значительные токи и, следовательно, вызвать заметные электромагнитные, электромеханические или электрохимические эффекты [1]. Для иллюстрации изложенных выше выводов здесь дополнительно к доложенным на конференциях «Сибресурс» [2] автором техническим решениям можно привести
изобретения, направленные на экологизацию технологических процессов.
2. МАГНИТОДИНАМИЧЕСКИЙ АППАРАТ
ДЛЯ ПРОИЗВОДСТВА ГИДРОКСИДА НАТРИЯ ЭЛЕКТРОХИМИЧЕСКИМ СПОСОБОМ НА ПЕРЕМЕННОМ ТОКЕ по патенту РФ № 2147555, БИ № 11/2000[3].
Магнитодинамический аппарат для производства гидроксида натрия электрохимическим способом на переменном токе предназначен для полной механизации и автоматизации технологического процесса получения гидроксида натрия, поэтому он может быть использован на современных химических предприятиях, занятых производством соды каустической и др. Известно окислительно-восстановительное действие переменного тока на вещества в растворах и расплавах.
Технической задачей, на решение которой направлено данное изобретение, является осуществление технологического процесса по производству гидроксида натрия из рассола поваренной соли с помощью индукционных токов, что позволяет предотвратить использование электродов, обеспечить непрерывный технологический процесс с полной механизацией и автоматизацией всех операций, включая загрузку сырья и извлечение продукции.
- 6 -
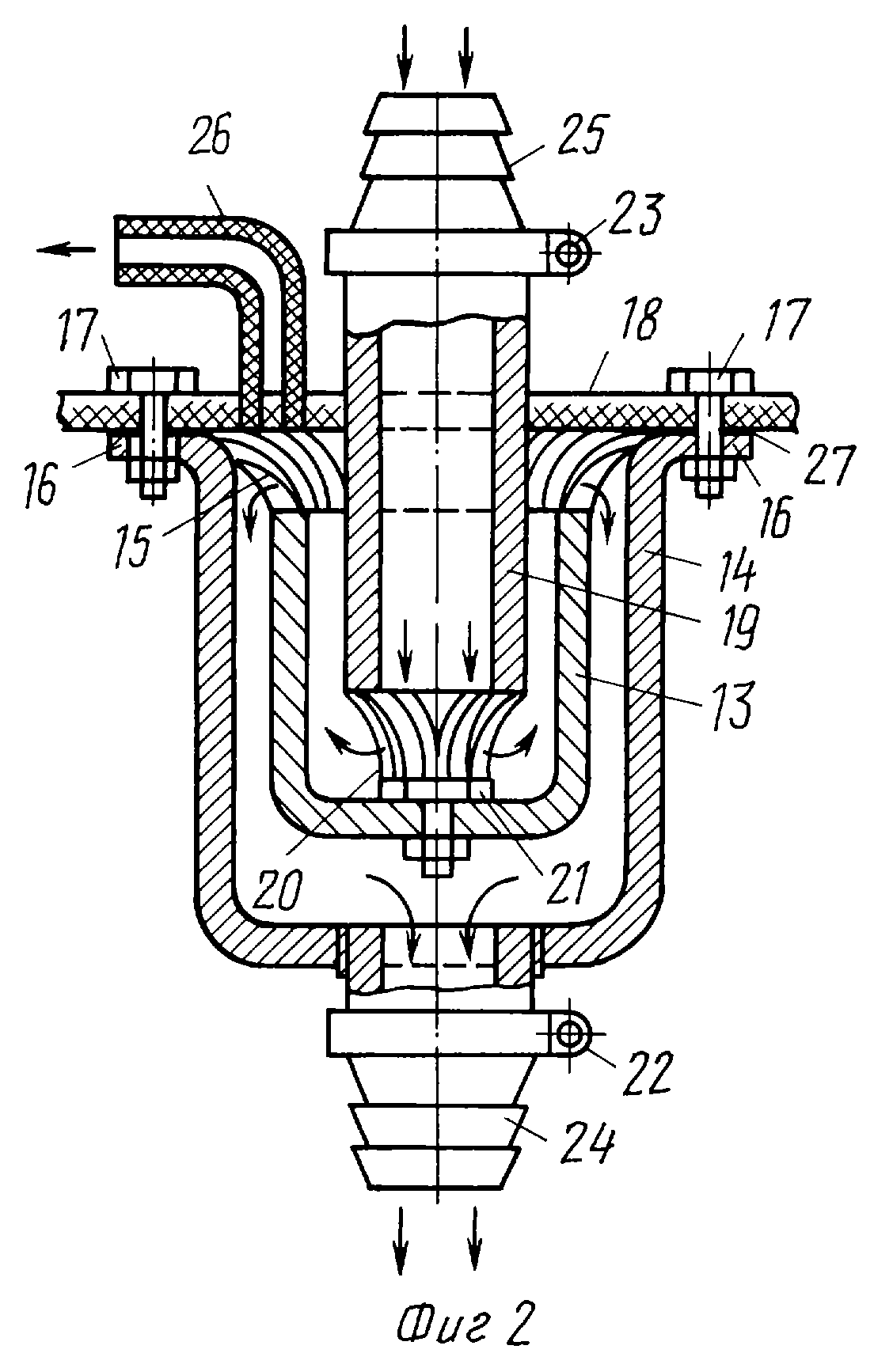
На Фиг. 1. показана технологическая схема магнитодинамического аппарата для производства гидроксида натрия электрохимическим способом на переменном токе. Магнитодинамический аппарат для производства гидроксида натрия электрохимическим способом на переменном токе включает в себя систему магнитодинамических электролизеров 1, приемник соляной кислоты 2, приемник каустической соды 3, накопитель соляной кислоты 4, трубопроводную магистраль с коллектором подвода рассола поваренной соли 5 к магнитодинамическим электролизерам 1, трубопроводную магистраль 6 с коллектором для сбора и отвода хлора и водорода из магнитодинамических электролизеров 1 в приемник соляной кислоты 2, трубопроводная магистраль 7 для отвода соляной кислоты в накопитель 4 с выводным патрубком 8, трубопроводная магистраль с коллектором 9 для отвода каустической соды из магнитодинамических электролизеров 1 в приемник 3 с выводным патрубком 10, линия электропередачи тока переменного 11 от блока электропитания 12 к магнитодинамическим электролизерам 1. На Фиг. 2. показан разрез магнитодинамического электролизера вертикальной плоскостью. Магнитодинамический электролизер 1 состоит из металлического тупикового стакана 13, электрически соединенного с металлическим проточным стаканом 14 токоотводящими лепестками 15. Стакан 14 вместе с коаксиально размещенным в нем стаканом 13 укреплены с помощью отбортовки 16 болтовыми креплениями 17 к электроизолирующей крышке 18. Входной трубчатый проводник 19 укреплен коаксиально внутри стакана 13 с помощью токоотводящих
- 7 -
лепестков 20, приваренных к болтовому соединению 21 проводника 19 со стаканом 13. Вывод стакана 14 и трубчатый проводник 19 снабжены кольцевыми хомутами с клеммами 22 и 23 для подсоединения линии электропитания электролизера. Вывод стакана 14 и ввод трубчатого проводника 19 снабжены штуцерами 24 и 25 для присоединения гидролиний согласно технологической схеме. В крышке 18 выполнен
трубопроводный вывод 26 для газообразных хлора и водорода. Герметизация элетролизера обеспечивается прокладкой 27 между отбортовкой 16 стакана 14 и крышкой 18. Количество электролизеров 1 в аппарате по конкретному условию эксплуатации может быть произвольным и определяется заданной производительностью аппарата. Количество тупиковых стаканов 13 и проточных стаканов 14 в каждом электролизере 1 может быть произвольным и определяется по конкретным условиям эксплуатации заданной концентрации каустической соды на выходе из аппарата.
Габаритные размеры стаканов 13, 14 и трубчатого проводника 19 и толщина их стенок определяется заданной мощностью аппарата по конкретным условиям эксплуатации и ничем не ограничены.
Устройство магнитодинамического электролизера по описанию обеспечивает электрическое соединение коаксиальных стаканов 13 и 14 и трубчатого проводника 19 между собой согласно по магнитному полю и последовательно по гидропотоку обрабатываемого рассола.
В качестве блока электропитания 12 может быть использована типовая трехфазная трансформаторная подстанция мощностью, согласованной с мощностью аппарата, электролизеры 1 которого должны быть распределены по фазам трехфазной сети равномерно.
Работает магнитодинамический аппарат для производства гидроксида натрия электрохимическим способом на переменном токе следующим образом: После выполнения технологической схемы (см. фиг. 1) по описанному с помощью типовой электрокоммутационной аппаратуры (на чертежах не показана) включается электропитание от блока электропитания 12 на магнитодинамические электролизеры 1, через которые с помощью типовой запорно-регулирующей аппаратуры и системы насосов (на чертежах не показаны) создается поток рассола поваренной соли. Согласно современным
электрохимическим представлениям соль в растворе диссоциирована на ионы, находясь при отсутствии внешнего воздействия в термодинамическом равновесии. Так как трубчатые проводники стаканов 13, 14 и 19 соединены между собой электрически согласно по магнитному полю, то в цилиндрических зазорах между коаксиальными проводниками 13, 14 и 19 при протекании по ним
- 8 -
переменного тока создается мощное переменное магнитное поле, которое индуцирует в протекающем по цилиндрическим зазорам между проводниками 13, 14 и 19 рассоле переменные токи большой величины. Под воздействием переменных электротоков термодинамическое равновесие в растворе электролита нарушается, так как дополнительно к ионам диссоциированной поваренной соли образуются вследствие электролиза воды ее ионы водорода и гидроксидной группы. В результате взаимодействия под влиянием переменных индукционных токов ионов натрия, хлора, водорода и гидроксидной группы интенсивно протекает процесс восстановления молекул водорода и хлора, которые в виде пузырьков выделяются из рассола, нарушая первоначальный состав электролита, обедняя его ионами хлора и водорода, увеличивая соответственно концентрации ионов натрия и гидроксидной группы, являющихся составными частями каустической соды. Таким образом, суммарную реакцию разложения поваренной соли в магнитодинамическом электролизере 1 между трубчатыми проводниками 13, 14 и 19 под действием переменных индуцированных токов можно записать в виде:
2NaCl + 2H2O = 2NaOH + Cl2 + H2.
Соотношение концентраций продуктов этой суммарной реакции определяется величиной индукционных токов в электролите рассола, длительностью обработки их в зазорах между трубчатыми проводниками 13, 14 и 19 и первичной концентрацией поваренной соли в рассоле, то есть может быть задано конкретной мощностью электропитания магнитодинамического электролизера 1, его габаритными размерами и заданной производительностью аппарата, что в итоге и является достижением цели изобретения.
Продукты реакции по трубопроводным магистралям 6, 7, 9 отводятся к приемникам и накопителям 3 и 4, откуда расходуются по своему назначению. Так как все стадии технологического процесса по описанному от подачи рассола по трубопроводной магистрали с коллектором 5 до вывода продуктов реакции в магнитодинамическом электролизере 1 по трубопроводным магистралям и коллекторы 6, 7, 9 осуществляются и управляются с помощью гидронасосов и запорно-регулирующей аппаратуры, то использование систем типового
электрофицированного дистанционного управления и измерения параметров технологического процесса обеспечивает реальную возможность полной механизации и автоматизации производства гидроксида натрия электрохимическим способом на переменном токе.
- 9 -
Эффективность магнитодинамического аппарата для производства гидроксида натрия и электрохимическим способом на переменном токе по описанному определяется габаритными показателями магнитодинамических электролизеров, количеством их в технологической схеме, общей мощностью установки по конкретным условиям эксплуатации.
3. УСТАНОВКА ДЛЯ ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБ
ПО ПАТЕНТУ РФ № 2026768 [4]
Фиг. 2
Фиг. 1 Фиг. 3
Изобретение предназначено для непрерывного литья металлических труб из различных сплавов, может быть использовано для производства труб из чугуна, стали и цветных сплавов. На фиг. 1
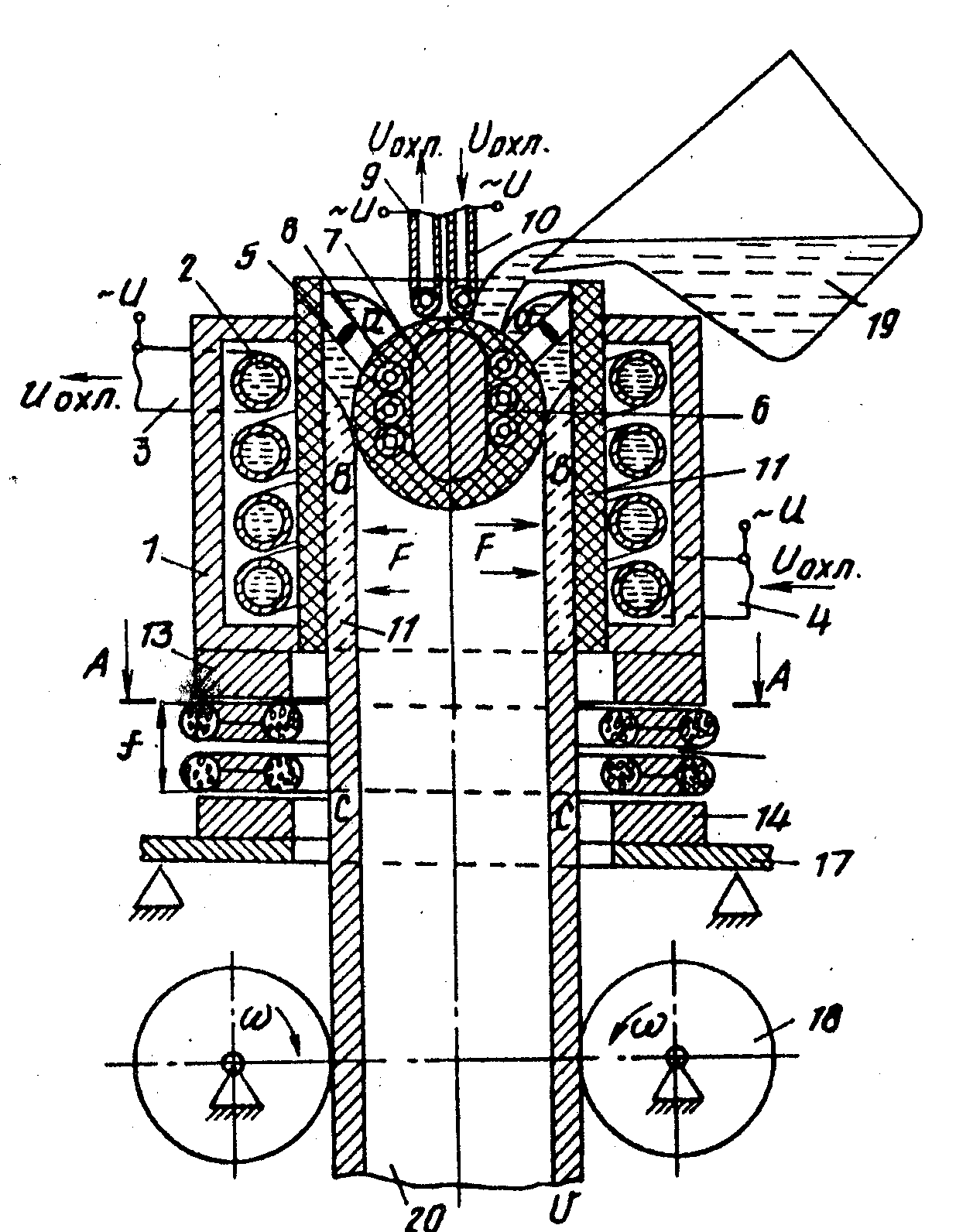
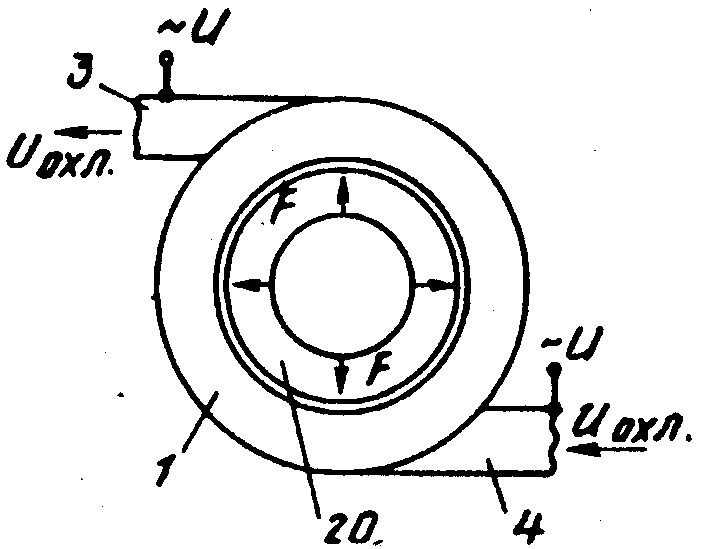
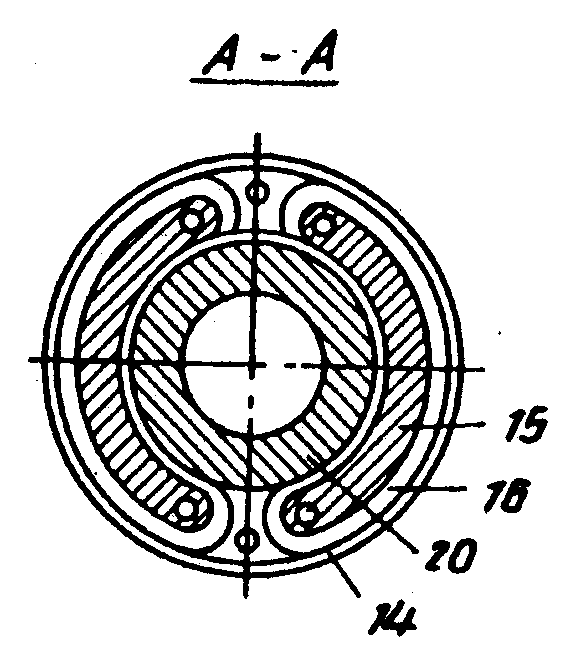
представлена схема установки для литья труб, продольный разрез; на фиг.2 - схема электромеханического взаимодействия металла трубы с обмоткой переменного тока внутри стержня в кристаллизаторе; на фиг.3 - разрез А-А на фиг.1. На чертежах условно буквами обозначены:
Изобретение предназначено для непрерывного литья металлических труб из различных сплавов, может быть использовано для производства труб из чугуна, стали и цветных сплавов. На фиг. 1
- 10 -
представлена схема установки для литья труб, продольный разрез; на фиг.2 - схема электромеханического взаимодействия металла трубы с обмоткой переменного тока внутри стержня в кристаллизаторе; на фиг.3 - разрез А-А на фиг.1. На чертежах условно буквами обозначены: vохл - направление потока хладагента кристаллизатора;
v - направление вытягивания готовой трубы из кристаллизатора; - направление вращения тянущих валков; F - направления электромагнитного взаимодействия индуцированных токов в металле трубы и первичных токов в обмотке стержня; f - направления встряхивания кристаллизатора вибромеханизмом магнитодинамического типа. Установка для литья металлических труб состоит из кристаллизатора 1 в виде двустенного цилиндрического корпуса, между стенок которого размещена цилиндрическая обмотка 2 из трубчатого электроизолированного провода, соединенная гидравлически с помощью насосов с рефрижератором (не показан) и электрически с помощью коммутационной аппаратуры с источником переменного тока (не показан). Выводы 3 и 4 трубчатого провода обмотки 2 снабжены штуцерами и электроклеммами (не показаны). Внутри кристаллизатора 1 на кронштейнах 5 укреплен стержень 6 в виде обтекаемого (сферического, овального, эллиптического и др.) тела, внутри которого размещен ферромагнитный сердечник 7 с цилиндрической обмоткой 8 из трубчатого электроизолированного провода с выводами 9 и 10, соединенной с рефрижератором с помощью гидронасосов и электрически с помощью коммутационной аппаратуры с источником переменного тока. Внутренняя стенка 11 кристаллизатора 1, обтекаемый стержень 6 и кронштейны 5
выполнены из термостойкого электроизолирующего материала, например керамики и т.п. Внешний диаметр стержня 6 и внутренний диаметр кристаллизатора по стенке 11 различаются на удвоенную величину толщины стенки отливаемых труб. Каждая установка имеет набор стержней 6 со сменными кронштейнами 5 по заданным типоразмерам труб, отливаемым с помощью установки.
Кристаллизатор 1 размещен на вибромеханизме магнитодинамического типа, состоящем из оконечных якорей 13 и 14, между которыми размещена система полукольцевых листовых сердечников 15 с обмотками 16 по периферии листовых сердечников 15. Обмотки 16 соединены между собой поочередно через один последовательно и подключены двумя системами: одна к источнику постоянного тока, другая к источнику переменного тока. Магнитодинамический вибромеханизм укреплен на основании 17, в
- 11 -
котором выполнено отверстие для выхода труб, отливаемых в установке. Внизу под основанием 17 размещены тянущие валки 18 с приводом (не показан), ножницы и погрузочные механизмы (не показаны). Сверху над установкой обеспечен доступ для ковша 19 с жидким металлом или желоб для подачи жидкого металла в случае непрерывного литья труб. Диаметры отверстий в магнитодинамическом вибромеханизме и основании 17 для выхода отлитых труб 20 выполнены с зазором между трубами 20 и обмоткой 16 вибромеханизма, величина которого выбирается из соображений термостойкости электроизоляции обмотки 16.
Установка для литья металлических труб работает следующим образом. Перед началом литья труб снизу между валками 18 до стержня 6 вставляется отрезок трубы - затравка, которая служит поддоном для отливки заданной трубы. В отрезке - затравке сверху может быть выполнен выступ-зуб для соединения с отливкой.
После создания поддона включается электропитание переменным током на обмотки 2 и 8 в кристаллизаторе и стержне и включаются в работу насосы, создающие циркуляцию хладагента по трубчатым обмоткам 2 и 8 от рефрижератора. После подготовки к работе в верхнюю часть кристаллизатора 1 из ковша 19 или желоба заливается жидкий металл, сплав заданного состава, который, обтекая стержень 6, достигает поддона и образует металлическое кольцо, являющееся вторичной обмоткой трансформатора, первичными обмотками которого являются обмотки 2 и 8 из трубчатого охлаждаемого хладагентом провода. Так как обмотка 8 размещена в верхней части жидкого металлического кольца (на фиг. 1 область а), являясь внутренней обмоткой относительно вторичного тока по
жидкометаллическому кольцу, то на него в данной области кристаллизатора действует раздающее усилие, прижимая жидкий металл к внутренней стенке 11 кристаллизатора. Так как кристаллизатор 1 и стержень 6 охлаждаются хладагентом, то температура жидкого металла снижается до его затвердевания, образуя раскаленное пластическое металлическое кольцо вокруг стержня 6, что позволяет включить привод тянущих валков 18 и вибромеханизма. Так как обмотка 2 создает в пластическом металлическом кольце (на фиг.1 область в) сжимающие усилия, то этим облегчается скольжение его по стенке 11 кристаллизатора 1 под действием вибромеханизма и тянущих валков 18. Скорость извлечения трубы из-под валков 18 и уровень жидкого металла в верхней части кристаллизатора поддерживается в соответствии с заданными производительностью установки, режимом охлаждения
- 12 -
кристаллизатора 1 и стержня 6, обеспечивая непрерывный процесс литья трубы, мерные отрезки которой после выхода за пределы области валков 18 (за пределы области с на фиг.1) отрезаются и укладываются для отгрузки. Так как раздающие усилия на жидкометаллическое кольцо с помощью индуцированных токов обмоткой 8 регулируются в соответствии с заданной толщиной стенки трубы и соотношения диаметров кристаллизатора и стержня это позволяет осуществлять отливку труб из различных сплавов и различных типоразмеров на одной установке. Так как сжимающие усилия в пластической части раскаленной трубы облегчают ее смещение относительно стенки кристаллизатора, то это предотвращает применение смазок, позволяя улучшить условия труда предотвращением испарений в помещении литья труб. Так как работа вибромеханизма обеспечивается непосредственной передачей электромагнитных усилий между обмотками 16 при перемагничивании листов - сердечников 15, повышается эффективность установки, предотвращая потери энергии на преобразование движений в механизме встряхивания.
Эффективность предлагаемой установки для литья металлических труб определяется ее размерами, потребляемой мощностью и заданным режимом охлаждения обмоток 2 и 8.
ЛИТЕРАТУРА:
1. Вертинский П. А. К вопросу о перспективах развития электродинамики//Сб.IV «Сибресурс», Иркутск, 2001.
3. Вертинский П. А. Магнитодинамический аппарат для производства гидроксида натрия электрохимическим способом на переменном токе//Патент РФ № 2147555, БИ № 11/2000.
4. Вертинский П. А. Установка для литья металлических труб //Патент РФ № 2026768, БИ№ 2/1995.
Библиографическая ссылка
Вертинский Павел Алексеевич - один автор РЕШЕНИЯ ТЕХНОЛОГИЧЕСКИХ ЗАДАЧ НА ОСНОВЕ МАГНИТОДИНАМИКИ // Научный электронный архив.
URL: http://econf.rae.ru/article/7146 (дата обращения: 01.08.2026).
 (1),
(1),  (2),
(2),  (3) и
(3) и  (5)
(5) (6), то есть:
(6), то есть:  (7)
(7) (8)
(8)  (9)
(9) Ясно, что имея два провода с токами противоположного
Ясно, что имея два провода с токами противоположного  (I-10),
(I-10),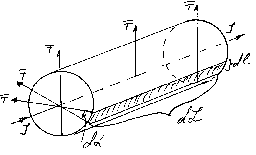 Рис.I-3
Рис.I-3  (11)
(11) (12), откуда
(12), откуда  (13).
(13). (14) найдем и
(14) найдем и  (15), где: NТ =
(15), где: NТ =  (16)
(16)  , то
, то  (17)
(17)  (18),
(18), (20) и
(20) и  (24), то
(24), то 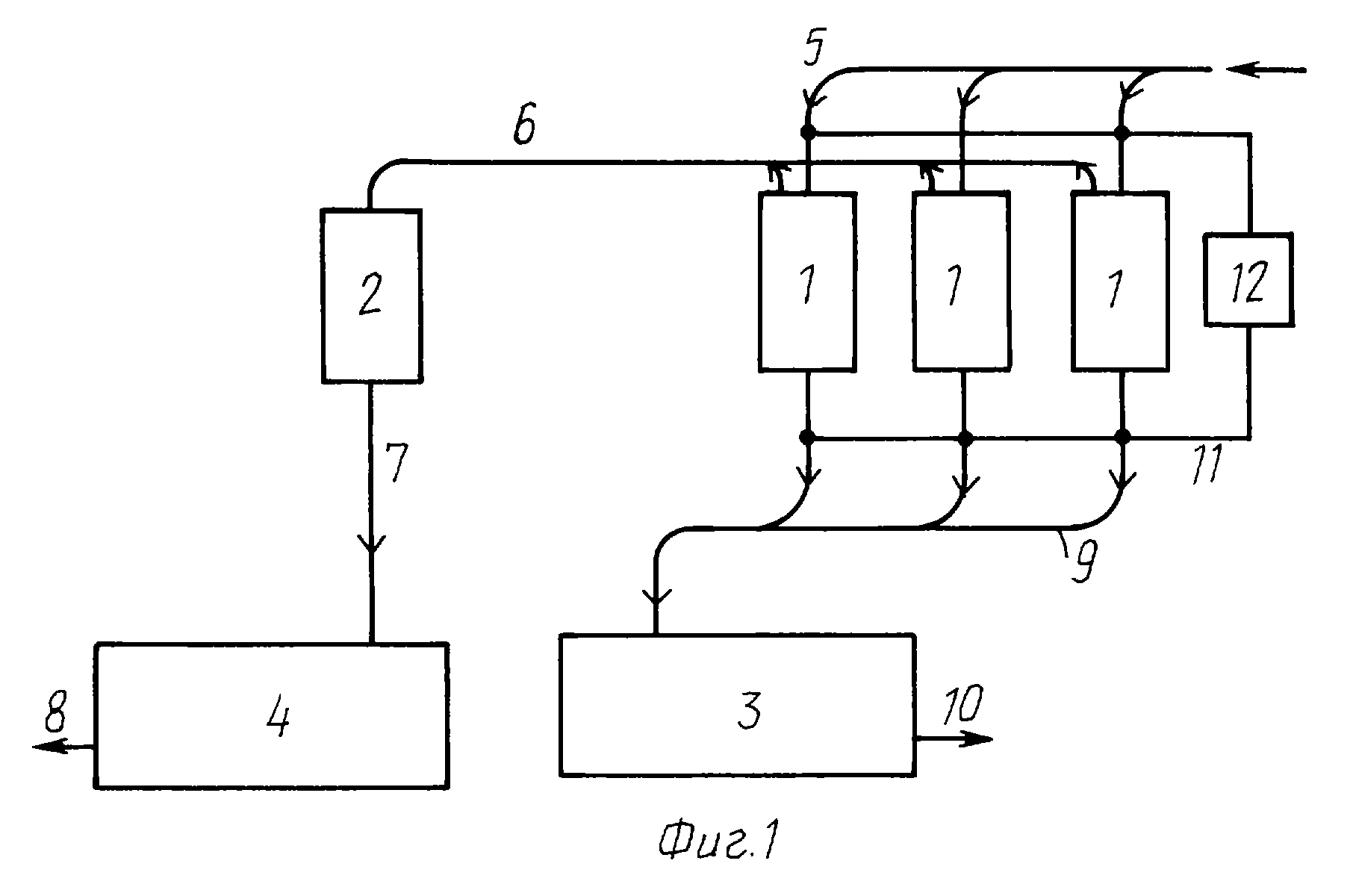 6 -
6 -