3.3. Численное исследование дисперсности порошков на основе компьютерного моделирования…………………………………………………..
Глава 4.Производство композиционных материалов строительного и специального назначения на основе наноцемента………………………………
4.1.Перспективы применения нанотехнологий в строительстве……………….
4.2.Технология получения композиционного материала с применением наноцемента………………………………………………………………………
4.3.Исследование химического состава минерально-сырьевых ресурсов, используемые при производстве цемента в Южном комбинате строительных материалов…………………………………………………………
Создание новых синтетических материалов для нужд электронной промышленности с применением достижений нано- и радиационной технологии является одним из важных и перспективных направлений развития современной науки и технологии. Практически важные свойства твердотельных синтетических материалов определяются, в основном, присутствующими в них различными дефектами атомарных размеров. Установление способов и методов управления типом и количеством точечных дефектов в твердых телах позволяет разработать современные технологии промышленного изготовления деталей и материалов. Поэтому исследование физических свойств различных собственных и примесных дефектов, индуцированных ионизирующим излучением, а также аддитивным и электролитическим окрашиванием в ионных кристаллах, установление их структуры и моделей, механизмов их создания, преобразования и разрушения важны как для теории, так и остается актуальным для их практического применения. Современное состояние развития нано- и радиационной технологии, применение их достижений при создании точечных дефектов различной природы в твердых телах и исследование их свойств позволяет надеется на успешное решение некоторых проблем материаловедения. Проведенные нами в последние годы экспериментальные исследования процессов, протекающих в ионных кристаллах при их облучении рентгеновской радиацией и последующей термической и фототермической стимуляции свидетельствуют о практической возможности целенаправленного изменения их физических свойств. Необходимы разносторонние тщательные исследования с применением широкого класса материалов и методов, а также теоретическое обоснование наблюдаемых эффектов. В ходе реализации этих исследований ожидается дальнейшее развитие технологии получения новых наноструктурных, радиационно-устойчивых и радиационно-чувствительных материалов с повышенными эксплуатационными характеристиками. При комплексном подходе к разработке технологии новых материалов с применением достижений нано- и радиационной физики открывается возможность осуществлять «сборку» структуры материала снизу-вверх, от молекулярного уровня до микроуровня и, следовательно, установления оптимального соотношения параметров технологического процесса, регулирования дисперсности, структуры и дефектности веществ. Удовлетворительное решение вышеперечисленных задач способствует улучшению качества материалов и приборов на их основе, экономии средств и времени.
Анализ и прогнозная оценка различных композитных, дисперсных, керамических и других систем, являющихся основой для получения перспективных материалов с регулируемыми свойствами показывает, что наибольшее внимание уделяется синтезированию композитных, керамических, дисперсных и высокоэластичных материалов на основе усиления их наполнителями, основным из которых являются микро- и нанопорошки оксидных и других минералов.
Структуры современных материалов с новыми необычными свойствами также формируются в сильно неравновесных условиях, проходя через несколько стадий чередования устойчивых и неустойчивых состояний. При этих критических фазовых переходах образуются сильно неоднородные промежуточные структуры. Описание их требует привлечения нетрадиционных подходов исследования.
Применение наноструктурированных материалов, нанобетонов в строительстве повлечёт за собой изменение всех технологических приёмов и способов производства в смежных отраслях. Поэтому нужен новый подход во всём: в технологиях, в испытаниях, в мыслительном подходе, полном кардинальном изменении строительных технологий. Иначе, мы так и останемся на уровне достигнутых успехов, заложенных в действующие ГОСТы и СНИПы, которые отражают среднестатистический уровень технических достижений в строительной индустрии.
Целью проекта 2: Разработка и совершенствование нанотехнологии создания новых синтетических материалов на основе отечественных минерально-сырьевых ресурсов, поиск путей повышения эксплуатационных характеристик материалов на основе детального изучения их физико-химических свойств.
Объекты исследований:
минерально-сырьевые ресурсы КР, углеродные нанопорошки, оксиды химических элементов.
Методы исследования:
Оксидные нанопорошки получены на основе метода электрофизической ионизации и пиролиза. Химический состав композитных материалов исследовались с помощью рентгеновского спектрометра.
Практическая ценность:
1. Разработка технологии получения наноструктурных материалов на основе нанонаполнителей из местных минерально-сырьевых ресурсов и рекомендации получения нанонаполнителей для создания на их основе наноструктурных материалов, а также опытные образцы нанопорошков и технологии производства на их основе новых материалов.
Введение
Интерес к наноструктурам в первую очередь связан с возможностью получать материалы с новыми, отличными от макрокристаллических, физико-химическими свойствами[1-10]. Наиболее привлекательной особенностью наносистем является возможность регулировать физической отклик материала в зависимости от размера частиц. Таким образом, очевидно, что контроль размера, а во многих случаях и формы частиц на наноуровне может привести к изменению свойств хорошо знакомых материалов и открыть для них применение в новых областях.
В связи с этим развитие современной промышленности немыслимо без широкого использования новых высокочистых функциональных материалов с новыми свойствами. К таким материалам относятся субмикронные и нанокристаллические порошки оксидов, металлов и др. Промышленное производство большинства видов нанопорошков началось не более 10 лет тому назад. Ключевым потребителем нанопорошков оксидов, металлов в мире является электроника, строительная индустрия. Глобальный рынок наноразмерных частиц для электронной, строительной машинострительной промышленности по итогам 2009 года достиг 1642,4 млн долл. Различные нанопорошки металлов, оксидных материалов используют при изготовлении электропроводящих покрытий, магнитожидкостных пломб, магнитных носителей информации, оптических волокон, люминофоров, солнечных ячеек аккумуляторов и танталовых конденсаторов и многие другие..
Успехи в научном исследовании и использовании наночастиц металлов, оксидных материалов, полупроводников, полимерных наночастиц в значительной мере зависят от возможностей методов синтеза, то есть от того, позволяет ли выбранный метод получать частицы, удовлетворяющие требованиям данной научной или практической задачи. В последние годы большие усилия были направлены на получение наночастиц заранее заданных формы и размера, т.е. было описано множество различных синтетических подходов, каждый из которых имел свои преимущества и недостатки.
Отметим, что исторически первым продуктом нанотехнологии в области является обычная мука, из которой пекут хлеб. Мука, конечно, не является идеальным нанопорошком, но какая-то часть имеет наноразмеры – это и есть органические наночастицы.
Методы получения наноматериалов
В настоящее время разработаны методы получения наноматериалов как в виде нанопорошков, так и в виде пленок или включений различные матрицы. При этом в качестве нанофазы могут выступать ферро- и ферримагнетики, металлы, полупроводники, диэлектрики и т.д. Наиболее важными факторами, которые необходимо учитывать в ходе синтеза наночастиц, принято считать следующие:
1. Неравновесность систем. Практически все наносистемы термодинамически неустойчивы, и их получают в условиях, далеких от равновесных, что позволяет добиться спонтанного зародышеобразования и избежать роста и агрегации сформировавшихся наночастиц.
2. Высокая химическая однородность. Однородность наноматериала обеспечивается, если в процессе синтеза не происходит разделения компонентов как в пределах одной наночастицы, так и между частицами.
3. Монодисперсность. Так как свойства наночастиц чрезвычайно сильно зависят от их размера, для получения материалов с хорошими функциональными характеристиками необходимо синтезировать частицы с достаточно узким распределением по размерам.
Однако выполнение этих условий при синтезе наночастиц не всегда оказывается обязательным. Например, растворы поверхностно активных веществ ( мицеллярные структуры, пленки Ленгмюра-Блоджетт, жидкокристаллические фазы), являются термодинамически стабильными и тем не менее служат основой для формирования разнообразных наноструктур.
Все методы получения наноматериалов можно разделить на две большие группы по типу формирования наноструктур: подход «сверху вниз» характеризуется ростом наночастиц или сборкой наночастиц из отдельных атомов; а методы, относящиеся к группе «снизу вверх» (основаны на “дроблении” частиц до наноразмеров (Таблица 1.).
Другая классификация является очень условной и предполагает деление методов синтеза по способу получения и стабилизации наночастиц. Согласно этой классификации методы синтеза наночастиц подразделяют на химические и физические, а иногда выделяют еще и механические. Однако четкой границы между этими группами методов не существует. К чисто химическим методам можно отнести такие способы получения, в которых наночастицы образуются из прекурсоров, не подвергающихся сильным воздействиям, например, испарению.
Таблица 1.
Методы получения наноматериалов
№
Способы получения
Сверху - вниз
снизу-вверх
1.
Испарение в электрич. дуге
Механический помол
2.
Лазерное испарение
Сонохимия
3.
CVD
Удаление компонента гетерогенной системы
4.
Магнетронное распыление
5.
Синтез в нанореакторах
6.
Золь-гель метод
7.
Гидротермальный метод
К физическим методам получения наноструктур следует отнести различные разновидности литографии. Современные литографические технологии позволяют получать полупроводниковые транзисторы размером около 45 нм, и эта область очень быстро развивается в связи с тенденцией к минитюаризации элементов электронных схем. В отличии от приведенных выше примеров, литография является примером подхода «сверху вниз». Следует отметить, что в настоящий момент подход « сверху вниз» является наиболее надежным для создания элементов памяти компьютеров и электронных схем, так как позволяет прецизионно контролировать размер и расположение всех элементов и создавать из них большие массивы. Использование подхода «снизу-вверх» кажется перспективным, так как с помощью процессов самосборки можно также создавать достаточно большие массивы из одинаковых элементов, причем размер этих элементов может быть гораздо меньше, чем предел литографии в настоящее время. Однако использование самосборки имеет по меньшей мере один недостаток – неизбежное с точки зрения термодинамики наличие дефектов упаковки элементов.
Другими примерами подхода « сверху вниз» являются механический помол и механохимический синтез. Помол широко используется для измельчения частиц, хотя зачастую их конечный размер, строго говоря, находится не в « нано-» (1-100 нм) а в субмикронном (100-1000 нм) диапазоне. Кроме того, с помощью механического воздействия можно получать новые соединения, синтез которых с помощью обычных химических методов сильно затруднен.
Глава 1. Методы получения композиционных материалов.
Физико-химические основы получения композиционных материалов
По мере развития нанотехнологий увеличиваются и объемы массово выпускаемой продукции на основе нанопорошков, например, различные виды композиционных материалов[11-12].
Как известно, композиционные материалы, представляют собой металлические или неметаллические матрицы (основы) с заданным распределением в них упрочнителей (волокон дисперсных частиц и др.); при этом эффективно используются индивидуальные свойства составляющих композиции.
По характеру структуры композиционные материалы подразделяются на волокнистые, упрочненные непрерывными волокнами и нитевидными кристаллами, дисперстноупрочненнные материалы, полученные путем введения в металлическую матрицу дисперсных частиц упрочнителей, слоистые материалы, созданные путем прессования или прокатки разнородных материалов. К композиционным материалам также относятся сплавы с направленной кристаллизацией эвтектических структур. Комбинируя объемное содержание, можно, в зависимости от назначения, получать материалы с требуемыми значениями прочности, жаропрочности, модуля упругости, абразивной стойкости, а также создавать композиции с необходимыми магнитными, диэлектрическими, радиопоглощающими и другими специальными свойствами.
Волокнистые композиционные материалы, армированные нитевидными кристаллами и непрерывными волокнами тугоплавких соединений и элементов (SiC, Al2O3, бор, углерод и др.), являются новым классом материалов.
Разработка и применение в конструкциях волокнистых стеклопластиков, обладающих высокой удельной прочностью (1940-1950 гг.) содействовали успешному развитию современным КМ. Открытие весьма высокой прочности, приближающейся к теоретической, нитевидных кристаллов и доказательства возможности использования их для упрочнения металлических и неметаллических материалов (1950-1960 гг.), разработка новых армирующих материалов – высокопрочных и высокомодульных непрерывных волокон бора, углерода, Al2O3, SiC и волокон других неорганических тугоплавких соединений, а также упрочнителей на основе металлов (1960-1970 гг.).
Важнейшими технологическими методами изготовления композиционных материалов являются: пропитка армирующих волокон матричным материалом; формирование в пресс-форме лент упрочнителя и матрицы, получаемых намоткой; холодное прессование обоих компонентов с последующим спеканием; электрохимическое нанесение покрытий на волокна с последующим прессованием; осаждение матрицы плазменным напылением на упрочнитель с последующим обжатием; пакетная диффузионная сварка монослойных лент компонентов; совместная прокатка армирующих элементов с матрицей и др. Весьма перспективны композиционные материалы, армированные нитевидными кристаллами (усами) керамических, полимерных и др. материалов. Размеры усов обычно составляют от долей до нескольких мкм. По диаметру и примерно 10-15мм. по длине[4].
1.1.1. Композиционные материалы армированные волокнами[11].
Период 1974-1978 гг. явился началом нового этапа в развитии конструкционных композиционных материалов, армированных волокнами. В области материаловедения это характеризуется завершением изучения «простых» механических свойств композиционные материалы. Созданием методик исследований и испытаний, разработка теоретических основ механического поведения материалов и переходом к стадии широкого комплексного исследования служебных характеристик композиционные материалы при сложных схемах нагружения, наличия концентраторов напряжений, совместном влиянии механических, эксплутационных и климатических факторов. В области технологии проведены разработки технологических процессов изготовления типовых деталей из композиционных материалов. Наметился переход к созданию специализированного технологического оборудования. Задачами на этом этапе явилось создание научных основ технологии и разработка способов управления процессом формирования качественных изделий из композиционных материалов, завершение работ по созданию высокопроизводительного оборудования для изготовления и переработки композиционные материалы. В области проектирования деталей и узлов из композиционные материалы этот этап характеризуется преодолением у конструкторов «психологического барьера» недоверия к новым материалам, началом разработки принципов оптимального проектирования конструкции из композиционные материалы, инженерных методов расчета конструкций с использованием композиционные материалы. В информационной области наблюдается переход к изданиям обобщающего типа. Таковыми являются, например, восмитомная энциклопедия по композиционным материалам, справочник по методам испытаний, свойствам и применению композиционные материалы и др.
Наиболее распространены для армирования композиционных материалов стеклянные волокна, выпуск которых в США достигает сотен тысяч тонн. Они изготавливаются быстрым охлаждением расплавов стекломассы, фиксирующим в волокнах аморфную структуру однородной жидкости. Стекловолокна дешевы, хорошо отработан процесс изготовления пластиков на их основе; стеклопластики широко применяют в течение последних 20-30 лет в изделиях авиационной техники, в автомобилестроение, при производстве спортивных товаров и т.п. Основными недостатками стеклянных волокон является низкая жесткость, не позволяющая использовать стеклопластики в силовых конструкциях ответственного назначения, и зависимость свойств от внешней среды, обусловленная гидрофильностью волокон.
В последние годы для армирования полимерных матриц начинают использовать синтетические органические волокна. Их свойства определяются типом полимера, условиями формирования волокон и степенью ориентации их структуры. Наиболее широко применяют полиарамидное волокно.
Наиболее прочные углеродные волокна, представляющие собой продукты карбонизации исходных углеродсодержащих волокон, получают из полиакрилонитрильного, вискозного и пекового сырья. Углеродные волокна состоят из графитоподобных микро фрагментов, объединяемых зонами с аморфным и турбостратным углеродом, и содержат в своем составе практически лишь атомы углерода. Своеобразие этих волокон заключается в том, что организация графитоподобных фрагментов отражает структуру органического полимера.
В связи усилившимся за последнее время интересом к композиционные материалы с металлическими матрицами проводится интенсивная работа по созданию совместимых с металлами волокон из карбида кремния, окиси циркония или алюминия.
1.1.2.Композиционные материалы с полимерной матрицей[12]
50-летний опыт технологической работы со стеклопластиками, показал, что способы изготовления полимерных композиционных материалов с углеродными и борными волокнами в достаточной степени отработаны. Изучены основные механические характеристики угле - и боропластиков, накоплен опыт их опробования и летной эксплуатации в деталях, не являющихся критическими с точки зрения безопасности конструкции. Расширение внедрения композиционных материалов с полимерной матрицей несколько сдерживается недостаточностью знаний о механизме разрушения и свойствах композиционных материалов в условиях, имитирующих реальные условия работы конструкций (наличие концентраторов напряжений, сложная схема нагружения, комплексное воздействие механических нагрузок и температуры, низкоэнергетический удар и т.п.), о влиянии климатических факторов (влаги, солнечной радиации, электричества). В последние годы наблюдается концентрация усилий именно на этих направлениях исследований композиционных материалов с полимерной матрицей.
Основные свойства пластиков, армированных борными и углеродными волокнами, были известны к концу 60-х годов, что обусловило возможность их опробования в различных изделиях. Однако из-за высокой стоимости волокон использование композиционных материалов с полимерной матрицей было возможным лишь в тех отраслях промышленности, в которых огромные затраты на изготовление деталей из композиционных материалов окупались бы при эксплуатации изделий. Именно по этой причине пионером в области использования высокопрочных высокомодульных композиционных материалов с полимерной матрицей стала авиационно-космическая промышленность. В дальнейшем в связи с увеличением объема производства стоимость волокон и композиционных материалов на их основе начала снижаться, что привело к возможности использования армированных пластиков для изготовления высококачественного спортивного инвентаря и позволило несколько снизить расходы авиационно-космических компаний на развитие новых материалов. Дальнейшее снижение стоимости углеродных волокон, связанное с переходом на пековое сырье, обеспечивает рентабельность применения полимерных композиционных материалов в других отраслях промышленности.
Одним из первых применений композиционных материалов с полимерной матрицей явилось изготовление из углепластика в 1967 г. 22 панелей задней кромки крыла самолета F-111A (США); эти панели были вдвое дороже алюминиевых, но позволили снизить массу конструкции на 16%. На фоне постоянного увеличения стоимости ручного труда, энергии и традиционных материалов устойчивая тенденция к снижению стоимости композиционных материалов инициирует усилия разработчиков по внедрению композиционных материалов в изделия современной техники. Одним из наиболее впечатляющих примеров внедрения композиционных материалов является разработка фирмой Grumman Aerospace Corp. горизонтального стабилизатора тяжелого современного бомбардировщика В-1B. Испытания показали, что при всех видах нагружения разрушение конструкции наступает при нагрузках, составляющих 130-170% от предельных расчетных. Так как стабилизатор испытывает мощные акустические нагрузки (расчетная долговечность 26 ч при звуковой нагрузке 167 дБ), он был испытан в соответствующих условиях и без разрушения простоял 181 ч при уровне шума 152-167 дБ. Лакокрасочное покрытие стабилизатора проверялось в условиях, имитирующих ядерный взрыв; деградации покрытия не наблюдалось. Для защиты от грозовых разрядов на 50% поверхности стабилизатора напыляли тонкий слой алюминия. При разряде с силой тока 200000А в обшивке наблюдались лишь незначительные повреждения. Летные испытания В-1 подтверждают эффективность применения композиционных материалов (далее КМ) в его конструкции.
Использование сочетаний стекло- и углепластиков для панелей пола трехслойной конструкции пассажирских самолетов позволило добиться существенного снижения массы: для широкофюзеляжного самолета ИЛ-86 на 400 кг (площадь пола 350 м2), для самолета ЯК-42 на 100 кг.
Успешное опробование самолетов, изготовленных с использованием КМ, позволило фирмам США сделать вывод о возможности перехода от летных испытаний и демонстрационных полетов к серийному внедрению КМ. В самолете F-16, состав используемых материалов был следующим: 83% алюминиевых сплавов, 2% титановых сплавов, 5 стальных конструкций и 2% новых КМ.
В последние годы возрастает интерес к применению КМ в судостроении. В США, например, возлагаются надежды на использование КМ для суперглубоководных средств. Анализ зависимости возможной глубины погружения от конструктивных характеристик аппарата выявляет преимущества высокопрочных и высокомодульных КМ. Высокая демпфирующая способность последних, сочетающихся с конструкциями из стеклопластиков, полиармированных КМ и т.п., приводит к уменьшению перегрузок, возникающих при взрывах. Малая плотность КМ при обеспечении пожаробезопасности позволяет применять их в архитектуре надводной части судов всех типов, что способствует улучшению устойчивости, уменьшению радиолокационной заметности судов, облегчению эксплуатации корпуса. Одним из интересных применений КМ в судостроении является использование углепластиков для подводных крыльев судов. Для предотвращения влагопоглощения детали плакируются листовым титаном.
Автомобильные фирмы США (Ford и General Motors) прорабатывают вопросы применения КМ в конструкции автомобилей. Так, например, изучена конструкция ведущего вала двигателя из углепластиковой трубки, охватывающей стальной сердечник. Двухлетние испытания новой конструкции подтвердили ее высокую эффективность и надежность в эксплуатации (в частности, высокую коррозионную стойкость) при снижении массы на 2 кг.
1.1.3.Композиционные материалы с металлической матрицей[11]
КМ с металлической матрицей находятся на более ранней стадии своего развития, чем КМ на основе полимеров. Причиной такого положения является, по всей вероятности, тот факт, что большинство из разработанных к настоящему времени армирующих высокопрочных волокон не обладает свойством совместимости по отношению к матричным сплавам. Механическое поведение КМ определяется совокупностью значений трех основных параметров: относительной сохраненной прочностью волокон в КМ (отношением прочности волокон в КМ к прочности исходных волокон), относительной прочностью связи волокон с матрицей (отношением прочности КМ при сдвиге к когезионной прочности матрицы) и относительной сохраненной пластичностью матрицы (отношением пластичности матрицы в КМ к исходной пластичности матричного сплава). То или иное соотношение этих параметров определяет механизм разрушения и весь комплекс механических свойств КМ. Так, например, при низкой прочности связи волокон с матрицей и достаточно высоких значениях двух других параметров разрушение КМ начинается с нарушения целостности границ раздела компонентов и завершается независимым, раздельным разрушением несвязанного (слабо связанного пучка) армирующих волокон и матрицы. При низкой сохраненной пластичности матрицы (охрупчивании матрицы) трещины в КМ, появившиеся при разрушении наименее прочных волокон, легко транслируются через матрицу и за счет концентрации напряжений у их устья перерезают встретившиеся на их пути волокна, так что образец КМ разрушается одной магистральной трещиной при весьма низких расчетных напряжениях. При достаточно высоких значениях рассматриваемых параметров появление трещин в КМ при разрушении слабых волокон не приводит к разрушению материала: развитие микротрещин тормозится внутренними поверхностями раздела (матрица-волокно), а сам материал при этом не теряет своей несущей способности.
Взаимодействие компонентов при изготовлении КМ с металлической матрицей проходит, как правило, при высоких температурах и значительных давлениях, что необходимо для обеспечения пропитывания матричным сплавим капиллярно-пористого каркаса из армирующих волокон и формирования монолитного материала. Комплекс физико-химических явлений, составляющих процесс взаимодействия компонентов КМ, обусловливает формирование связи между компонентами, с одной стороны и изменение их свойств - с другой. Совместимыми следует считать компоненты, на границе которых возможно достижение прочности связи, близкой к когезионной прочности матрицы, при сохранении высоких начальных значений их механических свойств. Максимально достижимая величина характеристических параметров может быть принята за оценку совместимости компонентов КМ. Это обстоятельство и определило, по всей вероятности, опережающее развитие боралюминия - наиболее близкого к стадии внедрения металлического КМ. Следует отметить, что совместимость других волокон с металлическими матрицами может быть улучшена за счет изменения формы сечения, размеров и свойств поверхности волокна, применения защитных покрытий на волокнах или матричных сплавов оптимального состава и т.п. Решение проблемы совместимости для конкретной пары компонентов может привести к бурному развитию соответствующего КМ.
Направления развития композиционных материалов армированных волокнами.
KM с полимерной матрицей, армированной высокомодульными и высокопрочными волокнами, в последние годы прошли стацию опробования в различных изделиях современной техники и вступили в стадию широкого внедрения. Расширение внедрения КМ несколько сдерживается недостаточностью знаний по влиянию комплекса внешних воздействий на работоспособность конструкций из КМ. Таким образом, основной задачей в ближайшие годы будет повышение эксплуатационной надежности и работоспособности КМ с полимерной матрицей при комплексном воздействии эксплуатационных и климатических факторов (температуры, влажности, атмосферного электричества, солнечной радиации, топлива и других химических сред, эрозионных воздействий, горения и т.п.). Серьезным тормозом в вопросе применения КМ в отраслях промышленности с массовым производством является их высокая стоимость, в связи, с чем основными областями применения КМ в ближайшие годы будут, по-видимому, военная и гражданская авиация, отрасли военной промышленности. Отражением главной тенденции развития KM - стремления к регулированию в широких пределах их характеристик является создание полиармированных КМ, в которых сочетаются различные армирующие компоненты. Создание и многостороннее изучение полиармированных КМ существенно расширит область применения КМ с полимерной матрицей. Для КМ с металлической матрицей идет период разработки: некоторая близость к стадии опробования и внедрения проявляется для углеалюминия. Комбинированное армирование с целью более широкого регулирования характеристик материалов находит свое применение и для КМ с металлической матрицей (боралюминий и углеалюминий с дополнительным армированием титановой фольгой), однако в этом направлении сделаны лишь первые шаги. В ближайшие годы следует, по-видимому, ожидать интенсификации работ в области совершенствования жидкофазных способов изготовления КМ с металлическими матрицами, в том числе непрерывного литья армированных изделий. Эти методы в достаточной мере универсальны и позволяют получить различные КМ: конструкционные (угле- и боралюминий), антифрикционные ( Pb-Sn, Cu-Sn и др. с углеродным волокном) и т.п. Большой интерес представляют получаемые литейными методами металлические КМ с поликристаллическими волокнами из AI2O3. Общими для всех КМ вопросами, возникающими в связи с их применением в различных конструкциях, являются:
необходимость создания инженерных методов расчета деталей и узлов из КМ;
создание методов неразрушающего контроля;
продолжение и расширение исследований работоспособности деталей и узлов из КМ при комплексном воздействии служебных и климатических факторов;
стабилизация и усовершенствование технологии с целью уменьшения вариации свойств КМ и снижения трудоемкости изготовления деталей;
удешевление армирующих волокон и самих КМ;
дальнейшее повышение свойств КМ и их эксплуатационной надежности, в частности, за счет повышения прочности связи на границе раздела компонентов КМ.
1.1.4.Роль поверхности раздела в композиционных материалах[12].
Быстро растущий в последнее время интерес к поверхностям раздела станет понятным, если проследить историю развития композитов с металлической матрицей. Ранние работы по композитным материалам были направлены на выявление принципов, определяющих их эксплутационные характеристики. Для этой цели были удобны простые модельные системы. При выборе модельных систем руководствовались в основном совместимостью упрочнителя и матрицы. Модельные системы состояли из матриц (например, серебра или меди), химически мало активных по отношению к упрочнителям (например, вольфраму или окиси алюминия). Хотя в этих работах и признавались, важная роль поверхностей раздела, модельные системы позволяли сравнительно легко получать тип поверхности, обеспечивающий необходимую передачу нагрузки от одного компонента композита к другому. В системах, представляющих большой практический интерес, матрицами служат обычные конструкционные материалы, такие, как алюминий, титан, железо, никель. Они обладают большими реакционной способностью и прочностью, чем матрицы модельных систем. Повышенная реакционная способность затрудняет управление состоянием поверхности раздела (под поверхностью раздела понимаются зона взаимодействия упрочнителя и матрицы, имеющая конечную толщину), а для передачи больших нагрузок требуется более высокая прочность этой поверхности. Таким образом, состояние поверхности раздела становилось все более важным фактором по мере того, как интересы исследователей перемещались от модельных систем к перспективным инженерным материалам.
Проблемы, связанные с состоянием поверхности раздела, свойственны не только композитам с металлической матрицей. Для улучшения состояния поверхности раздела в стеклопластиках стеклянные волокна подвергают аппретированию. Известно, что оптимальное аппретирование является нелегким компромиссом между рядом требований, таких, как защита отдельных нитей от механических повреждений, хорошая связь стекла с полимером, сохранение этой связи в условиях эксплуатации, особенно в присутствии влаги. Оптимизация состояния поверхности раздела в композитных материалах с металлической матрицей требует, по-видимому, аналогичных компромиссных решений. Требования к поверхности раздела в металлических композитных материалах не менее жестки, чем для стеклопластиков. Так, уже упоминалась химическая несовместимость многих сочетаний матрица-волокно вследствие как недостаточной, так и излишней реакционной способности (в первом случае имеются в виду системы, где механическая связь компонентов не достигается из-за отсутствия соответствующих физико-химических эффектов). Еще одно важное требование - стабильность поверхности раздела, оно становится решающим в условиях высокотемпературной эксплуатации, для которых, собственно, и предназначены композиты с металлической матрицей. Кроме того, металлические композитные материалы должны работать в разнообразных условиях нагружения, чем неметаллические, поскольку в металле возможны различные случаи внеосного нагружения, передаваемого матрицей в тех направлениях, где упрочняющей фазы мало или вовсе нет.
Первоначально при выборе матрицы и волокна для всех систем предполагали использовать те же основные принципы, что и для модельных систем. Справедливость правила смеси для композитов, как с непрерывными, так и с короткими волокнами была показана на системе медь-вольфрам. Медь и вольфрам, по существу, взаимно не растворимы и не взаимодействуют химически, соответственно они не образуют соединений. Таким же образом на модельной системе серебро - усы сапфира был убедительно продемонстрирован эффект упрочнения нитевидными кристаллами. Степень взаимодействия между серебром и усами сапфира даже меньше, чем между медью и вольфрамом, поскольку расплавленное серебро не смачивает сапфир. Для улучшения связи с расплавленным серебром на поверхность сапфира напыляют никель. Однако связь между никелем и сапфиром вероятно чисто механическая и на поверхности раздела никель-сапфир твердый раствор не образуется. Для взаимной смачиваемости матрицы и волокна необходимо, чтобы их взаимная растворимость и реакционная способность были малы или вообще отсутствовали. Это условие, как правило, реализуется для определенного типа композитных материалов, а именно, ориентированных эвтектик. Во многих эвтектиках предел растворимости несколько изменяется с температурой, что, вообще говоря, является причиной нестабильности, хотя в известной степени и компенсируется особым кристаллографическим соотношением фаз. В большинстве практически важных случаев это условие не выполняется. После конференции 1964г. "Американского общества металлов", посвященной волокнистым композитным материалам основные успехи были достигнуты в области управления состоянием поверхности раздела между упрочнителем и матрицей. Ни серебро, ни медь не являются перспективными конструкционными материалами. Что же касается реакций между практически важными матрицами и соответствующими упрчнителями, то они очень сложны и могут приводить к самым разнообразным типам поверхностей раздела.
Одно из первых систематических исследований типов поверхностей раздела было проведено Петрашенком и Уитоном. Они исследовали ряд систем медный сплав - вольфрам, ими были выделены три типа поверхностей раздела между легированной матрицей и упрочнителем. Они соответствуют: а) на периферии проволоки наблюдается рекристаллизация; б) на поверхности раздела образуется новая фаза; в) матрица и проволока взаимно растворяются.
Первые модели поверхности раздела были основаны на представлениях об отсутствии растворимости или химического взаимодействия на поверхности раздела. Согласно этим представлениям, поверхность раздела бесконечно тонка, а свойства не связаны с собственного поверхностью. Например, понятием "прочность поверхности раздела" часто характеризовали предельное напряжение в слое матрицы, непосредственно примыкающем к волокну. Далее было сделано предположение, что поверхность раздела прочнее матрицы и поэтому передача нагрузки от волокна к волокну определяется пластическим течением матрицы.
В системах Ni-C и Ti-B на границе волокно матрица появляется зона конечной толщины, отличающаяся по свойствам, как от матрицы, так и от волокна. Анализ системы Ni-C был начат Эбертом и др. Они использовали дифференциальные методы для оценки влияния диффузии в зоне раздела на механические свойства компонентов. Эта работа является одновременно и первым анализом немодельных систем, хотя она и была ограничена лишь системами с химическим континуумом, т.е. непрерывным изменением состава. В системах Ti-B наличие продукта реакции приводит к химическому дисконтинууму - прерывистому изменению состава, что усложняет задачу, поскольку следует рассматривать еще две поверхности раздела.
В докладе на симпозиуме "Американского института горных и металлургических инженеров", посвященном композитным материалам с металлической матрицей, Бэрт и Линч назвали совместимость волокна и матрицы проблемой, определяющей развитие технологии указанных композитов. Хотя авторы рассматривали как физико-химические, так и механические аспекты совместимости, отмечалось, что главные трудности связаны с разупрочнением при химическом взаимодействии. В качестве возможных путей решения проблемы были предложены следующие три направления работ:
Разработка новых упрочнителей, термодинамически стабильных по отношению к матрице. Применение защитных покрытий для уменьшения взаимодействия между волокном и матрицей.
Применение легирования для уменьшения активности диффундирующих компонентов.
При изучении совместимости системы диборида титана с титаном оказалось, что она существенно выше, чем в системе Ti-B, однако в дальнейшем это направление не развивалось под действием ряда факторов. Главный из них - низкая прочность и высокая плотность волокна диборида титана. Поэтому основное внимание стали уделять второму и третьему из перечисленных выше направлений.
Таким образом, композиционные материалы постепенно занимает все большее место в нашей жизни. Уже достаточно трудно представить современную стоматологию без композитных материалов. Области применения композиционных материалов многочисленны. Кроме авиационно-космической, ракетной и других специальных отраслей техники, они могут быть успешно применены в энергетическом турбостроении, в автомобильной и горнорудной, металлургической промышленности, в строительстве и т.д. Диапазон применения этих материалов увеличивается день ото дня и сулит еще много интересного. Можно с уверенностью сказать, что это материалы будущего.
1.2. Наноразмерные порошки
Наноразмерные порошки являются основой для создания различных наноструктурных материалов[12-13], таких как твердые сплавы с повышенной износостойкостью и ударной вязкостью, дисперсно-упрочненные и модифицированные конструкционные сплавы с повышенными эксплуатационными характеристиками, наноструктурные защитные термо-, коррозионно- и износостойкие покрытия, полимерные композиты с наполнителями и модификаторами из неорганических наночастиц, наноструктурная функциональная керамика различного назначения и др.
Эффективным средством получения нанопорошков элементов и их неорганических соединений является синтез в потоке термической плазмы, генерируемой в электрическом разряде. Плазменные технологии, а также аппаратура для получения ультрадисперсных порошков с размером частиц менее 1 мкм, интенсивно разрабатывались в СССР в 60 – 80 гг. ХХ века при активном участии ИМЕТ РАН. Были доведены до опытно - промышленного и промышленного масштаба реализации процессы получения ультрадисперсных порошков вольфрама и молибдена, оксида титана, карбида титана с производительностью по целевому продукту до десятков килограммов в час в термической плазме дугового и ВЧ электрических разрядов.
С начала 90-х годов ориентация НИР в области плазменных процессов смещается на исследования получения нанопорошков с размером частиц менее 100 нм. С использованием накопленного в предшествующих разработках опыта было установлено, что плазменные
процессы могут обеспечивать получение нанопорошков, однако требуются дополнительные исследования и разработки в области изучения закономерностей формирования наночастиц в плазменных потоках, управления свойствами получаемых нанопорошков, организации
плазменных процессов.
За рубежом плазменным процессам получения нанопорошков уделяется внимание как одному из перспективных способов промышленного производства; ряд компаний, в частности Tekna Plasma Systems Inc., PlasmaChem GmbH, QinetiQ Nanomaterials Ltd., Tetronics Ltd., производят нанопорошки металлов и их различных соединений.
Анализ разработок в области получения нанопорошков свидетельствует о конкурентоспособности плазменного метода и широких возможностях его совершенствования.
Как показывают оценки, себестоимость нанопорошков, производимых по плазменным технологиям в производственных условиях, должна незначительно отличаться от себестоимости «традиционных» порошков данной номенклатуры, что позволяет рассматривать плазменные технологии как эффективный способ получения широкой номенклатуры нанопорошков.
Плазменные процессы обеспечивают возможность получения в высокотемпкртурных потоках с различным окислительно-восстановительным потенциалом нанопорошков различных металлов и сплавов, соединений металлов - оксидов, карбидов, нитридов, карбонитридов и др., а также многокомпонентных композиций.
В настоящее время в ИМЕТ РАН ведутся активные исследования синтеза нанопорошков в потоках термической плазмы, важнейшим направлением которых является разработка плазменных технологий получения нанопорошков с заданными свойствами, определяемыми исходя из их конкретного применения при создании наноструктурных материалов. Для этого необходимо решить задачи управления дисперсным, фазовым и химическим составом получаемых нанопорошков как непосредственно в процессе их получения, так и при последующей дополнительной термохимической и термовакуумной обработке. Проведены экспериментальные исследования формирования нанопорошков оксидов металлов, в частности оксида алюминия и сложных оксидов на его основе. Выполнены исследования фазового состава, морфологии порошков и функции распределения частиц по размеру. Разработаны методы управления средним размером частиц за счет изменения температуры синтеза и массовой концентрации конденсирующихся компонентов, а также использования закалки высокотемпературного газодисперсного потока.
Экспериментально изучено формирование нанопорошков металлов - вольфрама, никеля, кобальта при восстановлении их оксидов в потоках термической плазмы различного состава – водородно-азотной смеси, бинарных смесей углеводород-окислитель. Изучено изменение во времени среднего размера частиц вольфрама и никеля, формирующихся в потоке водородно-азотной и пропано-воздушной плазмы в канале реактора. Исследовано формирование нанопорошков вольфрама, никеля и кобальта в плазменном реакторе с ограниченным струйным течением. Установлены корреляции между средним размером частиц и основными параметрами процесса.
Для получения металлических нанопорошков с предельно малым размером частиц в условиях плазменного восстановления оксидов металлов предложена схема предварительного испарения исходных оксидов в химически нейтральной плазме с последующим вдувом восстановителя - водорода. Полученные результаты подтвердили эффективность использования метода предварительного испарения исходных реагентов в плазменных восстановительных процессах получения нанопорошков. Предварительное испарение оксида вольфрама в сочетании с вдувом водорода позволило получить нанопорошки вольфрама со средним размером частиц на уровне 10 нм.
Проведены эксперименты по восстановительной обработке полученных нанопорошков вольфрама с целью снижения примесей кислорода и управления средним размером частиц.
Предложены и исследуются варианты плазменного восстановления и синтеза нанопорошков вольфрама без использования водорода. Для получения среды с заданным восстановительным потенциалом используются бинарные смеси углеводород – окислитель, нагреваемые до высокой температуры в электродуговом генераторе термической плазмы.
Использование указанных смесей с соотношением элементов С/О равном или превышающем единицу обеспечивает возможность проведения восстановительных синтезов нанопорошков металлов, карбидов металлов и металл-углеродных композиций.
Выполнены расчетные и экспериментальные исследования формирования нанопорошков карбонитрида титана при взаимодействии паров тетрахлорида титана с метано-воздушной плазмой. Выполнены расчеты химического состава и выхода карбонитрида титана в исследуемой системе в равновесных условиях. Экспериментально изучено влияние состава и энтальпии метано-воздушной плазмы, начального содержания паров тетрахлорида титана на химический состав и средний размер частиц синтезируемых нанопорошков карбонитрида титана. Изучено влияние изменения начальных и граничных условий теплопереноса в плазменном реакторе на средний размер получаемых нанопорошков карбонитрида титана. На основании выполненных экспериментальных исследований предложены общие принципы управления средним размером частиц нанопорошков, получаемых в потоках термической плазмы в условиях реактора с ограниченным струйным течением.
Проводимые в последнее десятилетие разработки в области наноструктурных твердых сплавов показывают их высокую эффективность для создания новых инструментальных материалов, сочетающих высокую износостойкость и пластичность. К настоящему времени проблема значительного роста зерна при консолидации нанопорошков является основным препятствием при создании наноструктурных твердых материалов на основе карбида вольфрама. Одним из эффективных вариантов решения данной проблемы является использование ингибиторов, препятствующих росту зерна при компактировании, к числу наиболее эффективных из которых относятся карбиды ванадия и хрома – VC и Cr 2C3.
Выполненные исследования показали принципиальную возможность получения этих карбидов на основе плазмохимического синтеза как в виде индивидуальных нанопорошков, а также в составе наноразмерной композиции на основе карбида вольфрама. При взаимодействии метана с индивидуальными оксидами вольфрама, ванадия и хрома, а также их смесями в водородно-азотной плазменной струе показана возможность получения порошковых металл-углеродных наноразмерных композиций систем W-C, Cr-C, V-C, W-V(Cr)-C с размером частиц менее 0,1 мкм. Получаемые наноразмерные композиции имеют сложный фазовый состав, характеризующийся присутствием совокупности различных карбидных фаз.
Продемонстрирована возможность управления дисперсным составом, содержанием общего углерода и степенью карбидизации полученных порошков при изменении параметров плазменного процесса ( энтальпия плазменной струи, избыток углерода в системе). При термообработке полученных нанопорошков многокомпонентных систем Cr – C, V – C и W - V(Cr) - C в условиях, обеспечивающих синтез нанопорошка монокарбида вольфрама, происходит образование карбидов хрома Cr3C2 и ванадия VC с выходом 90 %, при этом получаемые продукты остаются также наноразмерными порошками, хотя происходит увеличение размера частиц. Достигнутая величина выхода карбидов является достаточной для их использования в качестве ингибиторов роста зерна в порошках твердых сплавов WC-Co при компактировании. Результаты исследований делают возможным вводить компоненты-ингибиторы в карбид вольфрама как на стадии плазмохимического синтеза так и в результате перемешивания нанопорошков индивидуальных карбидов.
Для реализации плазменных технологий получения нанопорошков разработана и поставляется заказчикам многоцелевая плазмохимическая установка, защищенная патентом РФ № 2311225 (2007 г), в которой формирование НП металлов и их неорганических соединений основано на взаимодействии дисперсного или парообразного сырья со струей термической плазмы газа-реагента. В объеме реактора происходят высокотемпературные химические реакции, приводящие к образованию паров целевого продукта, которые затем конденсируются в виде наночастиц. Сформировавшиеся наночастицы осаждаются на стенках реактора и на фильтре, откуда производится их удаление в приемные сборники получаемого продукта.
Плазмохимическая установка предназначена для получения нанопорошков в результате окислительно-восстановительных процессов, а также процессов термического разложения соединений и переконденсации. С использованием данной установки были реализованы
процессы получения обширной номенклатуры нанопорошков металлов и их соединений.
При исследовании кинетики суспензий был использован седиментационный метод анализа, заключающийся в измерении скорости осаждения частиц в жидкой среде. К седиментационным методам анализа относятся: отмучивание, измерение плотности столба суспензии, пофракционное ( дробное) оседание, метод отбора массовых проб, накопление осадка на чашке весов, электрофотоседиментометрия, с едиментометрия в поле центробежных сил, основанная на применении центрифуг [1]. Для успешного проведения седиментометрического анализа должно выполняться условие независимого движения каждой частицы, которое достигается применением разбавленных систем или добавлением стабилизаторов, препятствующих слипанию частиц. Анализ проводился по методу накопления осадка на чашечке весов, предложенному Оденом. Принцип метода состоит в том, что через определенные интервалы времени взвешивают чашку, опущенную в суспензию, и по нарастанию ее массы судят о соотношении различных фракций. По мере оседания частиц их масса на чашке увеличивается вначале быстро, так как оседают наиболее тяжелые частицы, затем все медленнее (каждая фракция считается монодисперсной). По данным взвешивания осадка получают кривую седиментации, которая выражает зависимость массы осадка от времени осаждения. Для монодисперсной системы угол наклона прямолинейного участка кривой зависит от скорости оседания частиц и связан с их размером. Предполагая, что частицы имеют сферическую форму и при их осаждении соблюдается закон Стокса, определяли экспериментально зависимость массы осевшего ос адка от времени. По скорости осаждения частиц с помощью соответствующих уравнений были рассчитаны размеры (радиусы) частиц, распределение частиц по размерам и подсчитана их удельная поверхность.
1.3.Физико-химические основы электрохимических методов получения наночастиц
При погружении в воду электродов и подводе к ним достаточного напряжения начинается процесс переноса электрического тока движущимися к электродам ионами в электролите, которым является вода, и электронами во внешней цепи. Под действием электрического поля, положительно заряженные ионы мигрируют к катоду, а отрицательно заряженные ионы – к аноду. На электродах происходит переход электронов. Катод отдает электроны в раствор и в приэлектродном пространстве происходят процессы восстановления. В прианодном пространстве протекают процессы переноса электронов от реагирующих частиц к электроду – окисление.
Устройства, в которых проводят те или иные процессы электрохимического воздействия на водные растворы, имеют общее название – электролизеры. В зависимости от природы процессов, протекающих в таких аппаратах и обеспечивающих извлечение или обезвреживание загрязняющих компонентов, они подразделяются на анодное окисление и катодное восстановление, электрокоагуляцию, электрофлотацию, электродиализ.
Электрохимические методы позволяют извлекать из воды ценные продукты при относительно простой автоматизированной технологической схеме очистки, без использования химических реагентов. Процесс можно проводить периодически и непрерывно. Недостатки методов – большой расход электроэнергии и металла, загрязнение поверхности электродов, что требует их очистки.
В процессе электрохимической очистки токсичные вещества могут превращаться в нетоксичные или малотоксичные соединения, переходить в газообразное состояние, выпадать в осадок, флотироваться в виде пены, осаждаться на катодах (металлические осадки).
Методом электролиза можно удалять из сточных вод соли, кислоты и щелочи с одновременной их регенерацией. Электрохимические методы очистки сточных вод различных производств (от цианидов, роданидов, нитросоединений, аминов, спиртов, альдегидов, сульфидов, меркаптанов, красителей и др.) основаны на анодном окисле-нии указанных веществ. Катодное извлечение металлической меди применяют на предприятиях цветной металлургии, металлообработки, химической промышленности.
При электролизе сточных вод на катоде выделяется газообразный водород и разряжаются растворенные в воде ионы металлов. На аноде из веществ, не подвергающихся электролитическому растворению, выделяются кислород и галогены, окисляется некоторые присутствующие в сточных водах ионы и молекулы с образованием других ионов и молекул.
Аноды из железа, алюминия к некоторых других металлов под действием постоянного электрического тока растворяются с образованием нерастворимых в воде оксигидратов или основных солей соответствующих металлов, способных к коагуляции.
Эффект очистки электрохимическими методами зависит от исходных свойств сточной воды (рН, температуры, общего содержания солей), а также от применяемых материалов для электродов и расстояния между ними, плотности тока, расхода электроэнергии, наличии диафрагм и их материала, а также интенсивности массообмена (перемешивания) в процессе электролиза.
Применение электрохимических методов целесообразно при относительно высокой электропроводности сточных вод, обусловленной наличием в них неорганических кислот, щелочей или солей (при минимальной концентрации солей, равной 0,5 г/л).
Общая принципиальная схема электролизера представлена на рис.1.1.
Метод очистки сточных вод в электролизере с растворимыми электродами называется электрокоагуляцией. Для изготовления анодов используют железо (сталь), алюминий, магний, часто и катоды выполняют из такого же материала, что позволяет повысить ресурс работы аппарата, периодически изменяя полярность электродов (реверс тока). В качестве анода предложено использовать вертикально расположенные перфорированные кассеты из полимерного материала (полипропилена), загруженные отходами металла, например, металлической стружкой, которые добавляют в кассеты по мере ее расходования. Такой анод называют насыпным. Процессы, протекающие в электрокоагуляторах на электродах и в объеме раствора, определяются природой материала электродов, рН раствора и примесей, содержащихся в воде. При наложении электрического поля металлический анод растворяется, на нем выделяются пузырьки кислорода:
Me → Men+ + nе, 2Н2O → O2↑ + 4H+ + 2е ,
на катоде происходит преимущественно разряд молекул воды и выделение водорда:
2Н2O+ 2е → H2↑ + 2ОH-
Выделяющиеся на электродах пузырьки газа флотируют примеси и одновременно с электрокоагуляцией идет процесс электрофлотации.
Перешедшие в воду катионы металла, железа или алюминия, встречаясь с гидроксильными группами, образуют гидроксиды металлов в виде хлопьев, наступает интенсивная коагуляция. Одновременное образование хлопьев коагулянтов и пузырьков газа определяет совместное протекание процессов коагуляции и флотации, поэтому такие установки называются электрокоагуляционно-флотационными. При небольших объемах сточных вод (10-15 м3/ч) установки могут быть однокамерными, при больших – двухкамерными или многокамерными. На процессы электрокоагуляции и электрофлотации оказывает также влияние расстояние между электродами, скорость движения воды между электродами, ее температура и состав, напряжение и плотность тока. С повышением концентрации взвешенных веществ более 100 мг/л эффективность электрокоагуляции снижается. С уменьшением расстояния между электродами уменьшается расход энергии на анодное растворение металла. Степень использования металла электродов составляет 50-90 % и зависит от конструкции коагулятора, материала анода и состава очищаемой воды.
Теоретический расход электроэнергии и плотность тока зависят от материала электродов. Расстояние между электродами не более 20 мм, скорость движения воды между электродами от 0,03 до 0,5 м/с.
Электрокоагулятор обычно представляет собой корпус прямоугольной или цилиндрической формы, в который помещают электродную систему – ряд электродов. Обрабатываемая вода протекает между электродами. Электроды обычно располагаются вертикалью, бывают плоскими и цилиндрическими. С внешней стороны к корпусу крепят две токоподводящие медные шины, которые соединяют с электродами.
Как правило, электрокоагулятор служит только для образования гидроксидов металлов и агрегации частиц; процесс разделения фаз происходит в отстойниках, гидроциклонах и др. Однако есть аппараты, в которых эти процессы совмещены и протекают в одной камере. Электрофлотаторы разделяют по направлению движения воды и флотирующихся газов на прямо- и противоточные, по расположению электродов – на горизонтальные и вертикальные.
Метод электрокоагуляции может быть применен для обработки сточных вод, содержащих эмульгированные частицы масел, жиров и нефтепродуктов, хроматы, фосфаты, некоторые полимеры, тяжелые металлы и др. Реакция среды при этом должна быть нейтральной или слабощелочной. Эффективность очистки от масел 54-68 %, от жиров 92-99 %. На рисунке 1.2 приведена технологическая схема установки очистки сточных вод электрокоагуляцией, когда часть скоагулированных примесей флотируется, другая осаждается; осветленная вода используется в оборотной системе водоснабжения.
Рис. 1.2 – Электрокоагуляционная установка для очистки сточных вод от нефтепродуктов. 1 – фильтр; 2 – гидроциклон; 3 – электрокоагулятор-отстойник; 4 – источник тока; 5 – сборник; 6 – фильтр.
1.3.1.Электрохимическое окисление и восстановление
Анодное окисление и катодное восстановление составляют основу процесса электролиза, происходящего в электролизере. Электрохимическую обработку целесообразно применять при очистке концентрированных органических и неорганических загрязнений и небольших расходах сточных вод. При этом из воды могут быть удалены цианиды, роданида, амины, спирты, альдегиды, нитросоединения, сульфиды, меркаптаны, ионы тяжелых металлов РЬ 2+, Sn2+, Нg 2+, Cr2+, Сu2+ , As2+ и др. В процессах электрохимического окисления вещества, находящиеся в сточной воде, полностью распадаются с образованием CO2, NH3 и воды или образуют простые и нетоксичные вещества, которые можно удалить другими методами. При электрохимическом восстановлении на катоде могут быть рекуперированы металлы.
В качестве анодов используют различные электролитически нерастворимые материалы: графит, магнетит, диоксиды свинца, марганца и рутения, которые наносятся на титановую основу. В качестве катодов обычно применяют легированную сталь, сплавы вольфрама с железом или никелем, цинк, свинец. На аноде протекает реакция электрохимического окисления, на катоде идет реакция восстановления. Кроме основных процессов электроокисления и восстановления, одновременно могут протекать электрофлотация, электрофорез, электрокоагуляция. Чтобы предотвратить смешение продуктов электролиза, особенно газов, которые могут образовывать взрывоопасные смеси (водорода и кислорода), применяют керамические, полиэтиленовые, асбестовые и стеклянные диафрагмы, разделяющие катодное и анодное пространство.
Процесс анодного окисления осуществляется в электрлитических ваннах, разделенных на несколько отсеков, в которых обрабатываемые воды перемешиваются сжатым воздухом. При электролизе щелочных вод, содержащих цианиды, на аноде происходит окисление цианид-ионов с образованием цианат-ионов и дальнейшим их электрохимическим окислением до конечных продуктов:
СN- + 2OH- – 2е →CNO- + Н2О
CNO- + 2Н2О→NH4 + +CO32-
или CNO- + 4ОН- – 6е →2 СО2+ N2 +2Н2О
В целях повышения электропроводности сточных вод, снижения расхода электроэнергии и интенсификации процесса окисления в сточные воды добавляют минеральные соли.
Катодное восстановление металлов происходит по схеме:
Меn+ + ne → Mе° ,
При этом металлы осаждаются на катоде и могут быть рекуперированы. Реакция восстановления хрома пртекает следующим образом:
Сг2О7 +14 Н+ + 12e → 2Сr + 7Н2О .
Частицы металла отрываются от катода под действием сил тяжести и оседают в нижнюю часть аппарата.
На процесс электролиза влияет анодная плотность тока, межэлектродное пространство (3 см для анодного окисления), скорость движения воды, рН, конструкция электродов. Различают плоские и объемные электроды. Последние имеют преимущество при проведении процессов извлечения металлов из сильно разбавленных по ионам металла растворов. Объемные электроды бывают пластинчатыми, объемно-пористыми и псевдоожиженными. В электродах первых двух типов раствор проходит через каналы электродов из блока пластин или камеры, заполненной электропроводным материалом. Электроды третьего типа представляют собой подвижные слои электропроводного дисперсного материала (графита, металла), контактирующие с расположенными в объеме слоя токосборниками.
Эффект очистки рассмотренными методами составляет 80-100 %. Локальные установки по электрохимическому окислений и восстановлению применяются на предприятиях машиностроительной, приборостроительной, химической, нефтехимической, целлюлозно-бумажной и других отраслей промышленности.
ГЛАВА 2. РАЗРАБОТКА ТЕХНОЛОГИИ ПОЛУЧЕНИЯ НАНОСТРУКТУРНЫХ МАТЕРИАЛОВ НА ОСНОВЕ НАНОПОРОШКОВ УГЛЕРОДА
2.1.Образование новой фазы
Для образования новой фазы, составляющей материал, необходима движущая сила, связанная с отклонением системы от равновесного состояния. На этом фундаментальном условии основаны все важнейшие процессы получения материалов, такие как выращивание кристаллов, осаждение пленок, покрытий, формирование поликристаллических материалов, самособирающихся слоев и т.д.
Величины G (изобарно - изотермический потенциал), F (изохорно - изотермический потенциал), ( химический потенциал), характеризующие меру отклонения системы от равновесия, являются движущей силой процесса получения любого материала.
На практике в качестве величин, приближенно характеризующих движущую силу, разумеется, чаще всего используют более легко экспериментально измеряемые величины, связанные с изменением G, F, – давление, парциальное давление, концентрацию, температуру. Поэтому способы создания пересыщения могут быть различны – изменение давления, температуры, концентрации растворителя, протекание химической реакции. Перевести систему в метастабильное состояние можно путем изотермического сжатия газа, изобарического нагрева жидкости и другими удобными способами, которые, естественно,
зависят от специфики рассматриваемой системы.
Многие методы получения материалов основаны на использовании зависимости концентрации «с» вещества в некоторой питающей среде от термодинамических параметров, определяющих состояние системы: с = f(p, T, с), где p – давление, T – температура, с - концентрация вещества, понижающего растворимость основного вещества в растворителе.
Пересыщение выражают через его абсолютное значение c = c – c0 (c0 – равновесная концентрация), а также ( и чаще всего) через относительные величины c/c0 *100% и коэффициент c/c0.
В то же время, наиболее интересным экспериментальным фактом является то, что в области пересыщенных растворов можно выделить две подобласти - метастабильную и лабильную (рис.2.1.). В первой из них раствор может существовать без изменений « кинетически» очень долго, хотя не является термодинамически равновесным. И лишь если в него поместить кристалл, его размер начнет самопроизвольно увеличиваться. Во второй, лабильной, области за счет самопроизвольных флуктуаций температуры, плотности, давления и т.д. концентрация вещества также локально изменяется, причем это легко приводит к образованию новой фазы, пересыщение снимается, и концентрация раствора постепенно приближается к равновесной за счет выпадения новой фазы. Протяженность метастабильной области засисит от химических особенностей и строения системы, а также от наличия гетерогенных примесей, скорости охлаждения ( режима перевода системы в метастабильное состояние) и т.д.
Рис.2.1.. Схема диаграммы растворимости вещества, увеличивающего растворимость с температурой.
Термин «образование новой фазы» - собирательный и неопределенный, поскольку просто подразумевает, что возникает новая фаза. На самом деле уже на рассмотренном примере существования двух областей - лабильной и метастабильной – видно, что для роста (увеличения количества) новой фазы необходимо инициирование этого процесса, то есть реализация важной исходной стадии - зародышеобразования. Иными словами, процесс образования новой фазы можно рассматривать как двухстадийный, то есть состоящий из вынужденной стадии зародышеобразования и самопроизвольной стадии роста.
Рост микрочастиц (эмбриокристаллов) новой фазы происходит путем диффузионной доставки вещества к их поверхности. Поэтому скорость изменения размера частиц будет, как и в рассмотреном выше примере, определяться диффузионным потоком,
где D – коэффициент диффузии растворенного вещества, v - молекулярный объем твердой фазы. Можно считать, что распределение концентрации вещества вблизи растущей частицы совпадает со стационарным распределением.
2.1.1.Материалы на основе графита
Графит, если рассматривать его идеализированную структуру, представляет собой непрерывный ряд слоев, параллельных основной плоскости и состоящихиз гексагонально связанных друг с другом атомов углерода ( рис. 1). По взаимному смещению этих слоев в плоскости различают гексагональную и ромбоэдрическую формы. В гексагональной форме слои чередуются по схеме А-В-А-В-..., а в ромбоэдрической по схеме А-В-С-А-В-С-... Содержание ромбоэдрической формы может достигать в природных графитах 30 %, в искусственных она практически не встречается. Расстояние между любыми соседними атомами углерода в плоскости слоя равно 0,142 нм, между соседними слоями 0,335 нм. Каждый атом в слое связан с тремя соседними, и углы между связями составляют 120°. В связях участвуют три валентных электрона из четырех, оставшиеся электроны образуют общее электронное облако, аналогичное имеющемуся у металлов. Такое строение приводит к анизотропии физических свойств графита в направлениях параллельном и перпендикулярном слоям. Графит - вещество темно-серого цвета с металлическим блеском. Это один из самых мягких минералов. Описанная структура характерна для монокристалла графита. Реальные тела состоят из множества областей упорядоченности углеродных атомов, имеющих конечные размеры, отличающиеся на несколько порядков для различных образцов углеродистых тел графитовой или графитоподобной структуры. Структура этих областей может приближаться к идеальной решетке графита или отличаться от нее за счет искажений как внутри слоев, так и за счет неправильностей их чередования. Такие области упорядоченности называются кристаллитами и имеют собственные геометрические характеристики: La - средний диаметр, Lc - средняя высота кристаллита и d002 - среднее расстояние между слоями в кристаллите. Эти величины определяются с помощью рентгенографического анализа. Кроме того, в реальных графитовых телах имеется некоторое количество неупорядоченных атомов ( аморфный углерод), занимающих пространтво между кристаллитами или внедренных между слоями. Эти атомы могут находиться в sp, sp2 или sp3-гибридном состоянии.
Материал, состоящий главным образом из атомов углерода, может быть получен разными путями[15-27]. Все они связаны с высокотемпературной обработкой различных углеродсодержащих веществ как в конденсированной, так и в газовой фазах. Из газовой фазы возможно получение сажи, фуллеренов, пироуглерода ( пирографита), алмазов. Сажа и фуллерены получаются в результате процессов, протекающих в реакционном объеме. Пироуглерод и алмазы образуются при отложении атомов углерода на твердой подложке. В зависимости от происхождения различают три основных вида графита с почти идеальной структурой: природный графит; графит, кристаллизующийся в процессе выплавки чугуна ( спелевый, или киш-графит, доменный графит);
синтетический графит, образующийся при дегидрогенизации и полимеризации углеродов из конденсированной или газовой фазы.
Среди материалов, построенных из атомов углерода, особое место занимает так называемый активный углерод. Его можно представить как
конструкцию, построенную из слоев атомов углерода, образующих структуру, подобную графиту. Отличие от графита обусловлено различной степенью внутри- и межслоевой разупорядоченности атомов. Благодаря такой конструкции активный углерод имеет так называемое пористое пространство, объем и размер пор которого определяются размером первичных кристаллитов, характером их упаковки и взаимной ориентацией. В связи с этим другим часто встречающимся в литературе названием активного углерода является название "пористый углеродный материал" (ПУМ).
Поры различают по размерам на микропоры (50 нм). Благодаря наличию пор ПУМ имеют развитую поверхность и способны адсорбировать жидкости и газы. Способность ПУМ к адсорбции определяется:
- строением поверхности
- природой и концентрацией поверхностных реакционноспособных групп (обычно кислородсодержащие группы, образующиеся в результате окисления поверхности).
В настоящее время ПУМ представляют собой важнейший класс адсорбентов, катализаторов и носителей, промышленное производство которых приближается к миллиону тонн. Традиционной схемой получения ПУМ является высокотемпературный пиролиз ( карбонизация) твердого углеродсодержащего сырья ( древесина, природные угли, полимерные материалы) с последующей обработкой продукта карбонизации парами воды, двуокисью углерода и другими веществами, окисляющими углерод ( стадия активации) (рис. 2.2.).
Рис.2.2. Основные стадии получения ПУМ традиционным методом
При своей достаточной простоте и дешевизне, этот способ имеет 2
основных недостатка:
- углеродные кластеры и кристаллиты образуются в результате твердофазных плохо контролируемых превращений исходного углеродсодержащего сырья;
- минеральные примеси, содержащиеся в исходном сырье, переходят в состав конечного углеродного материала.
Этих недостатков лишен 2 метод получения ПУМ – способ каталитического разложения газообразных углеводородов (рис. 2.3.).
Этот способ принципиально отличается от первого. Так, в традиционном синтезе идет карбонизация твердого образца, сопровождающаяся удалением части углерода, поэтому с течением синтеза пористость возрастает. Во втором же случае идет рост углеродного каркаса, поэтому с течением времени поры уменьшаются или даже полностью зарастают.
2.1.2.Спонтанно возникающие упорядоченные структуры
Рассмотрение различных самоорганизованных систем показывает, что в образовании любой структуры задействовано как минимум две градиентных силы. При этом размерность периодической структуры (табл.2.1.) коррелирует с размерностью градиентных полей. Так, например, формирование кристаллических твердых тел обусловлено наличием трех потенциальных полей: кулоновских взаимодействий притяжения электронов и ядер, отталкивания одноименных зарядов и потенциала экранирования ядер электронными оболочками. Все эти поля являются тензорами третьего ранга, а образуемая атомами периодическая решетка является трехмерной. Двумерная решетка, возникающая в смешанном состоянии сверхпроводника второго рода, обусловлена силами Лоренца, действующими между вихрями Абрикосова. Размерность этих сил соответственно равна двум. Одномерная периодичность может реализоваться и для линейных градиентов, как в случае образования доменной структуры в магнетиках или сегнетоэлектриках, а также в анизотропных кристаллических системах в процессе фазового распада или при фазовых переходах. Аналогично, в случае временной (или пространственно-временной) самоорганизации в автоколебательных процессах (например, реакция Белоусова-Жаботинского) скорость реакции на определенных стадиях пропорциональна концентрации реагентов, катализаторов или ингибиторов, которые в свою очередь выделяются или расходуются на других стадиях.
Таблица 2.1.
Примеры упорядоченных структур, возникающих за счет различных типов
взаимодействий в сложных системах .
Управление процессами самоорганизации является важнейшей задачей на пути к формированию функциональных наноматериалов с заданными физико-химическими свойствами и разработке наноустройств на их основе. Очевидным подходом к контролю структуры самоорганизованных систем является управление градиентными полями,
определяющими силы притяжения и отталкивания ее элементов. При простейшем рассмотрении притяжение атомов или ионов в твердых кристаллических телах обуславливается зарядом, а отталкивание – радиусом электронной оболочки (ионным радиусом). Однако в образовании связи между атомами в решетке участвует не только ионная, но и ковалентная составляющая, которая не вносит эффекта в поле электростатического притяжения, но приводит к деформации электронных оболочек с образованием связывающих и разрыхляющих орбиталей. Поэтому для возможности предсказания структуры соединений необходимо рассматривать именно деформируемость электронных оболочек различных атомов. Очевидно, что внешние электронные оболочки деформируются при образовании связи тем сильнее, чем выше заряд атома, тогда как внутренние оболочки оказываются фактически неподвержены деформациям в связи с экранированием ядра. Таким образом, для предсказания структуры твердого тела необходимо знать не только внешний ( деформируемый), но и внутренний (недеформируемый) радиус иона.
В целом, в качестве потенциальных полей действующих на атомы в кристаллических решетках следует выделить кулоновское притяжение электронов и ядер, отталкивание одноименных зарядов и потенциал экранирования ядер электронными оболочками. При этом для многоэлектронных систем эффективный потенциал на атоме включает потенциал Паули, а также ядерную, валентную и зарядовую плотность
Следовательно, подходом к непосредственному контролю структуры может являться изменение одного из потенциалов, что может быть достигнуто, например, с помощью уменьшения расстояния между ионами приложением высокого внешнего давления. Однако, при этом следует учитывать изменение не только радиуса, но и частичных зарядов на атомах (то есть перераспределение вкладов всех потенциальных полей).
Следует отметить, что данный подход может быть легко расширен для предсказания структуры и свойств пространственно-упорядоченных массивов коллоидных наночастиц. Хорошим примером такого расчета является моделирование межчастичных взаимодействий в приближении “ мягких сфер”. В этом случае неполярные оболочки частиц выступают в роли внешних, “валентных” уровней, а жесткое ядро частицы соответствует экранированной части системы. Однако, в подавляющем большинстве случаев, оценить деформируемость внешних (лигандных) оболочек наносистем не представляется возможным, в связи с чем параметрами межчастичных взаимодействий часто пренебрегают, руководствуясь лишь геометрическими соображениями.
Контроль параметров низкоразмерных наносистем оказывается значительно проще в связи с малой размерностью управляющих градиентных полей. В соответствии с принципом Кюри размерность силы, влияющей на градиентное поле, должна соответствовать размерности самого поля. То есть для управления параметрами самоорганизации необходимы именно градиентные поля, тогда как скалярные термодинамические силы не будут оказывать влияния на свойства организованных систем.
Рассмотрим в качестве примера ячейки Бенара[15]. Основным градиентом, определяющим структуру этой системы, является градиент температуры, уменьшение которого ведет к уменьшению размера ячейки. Противонаправленные потоки создаются градиентами плотности и вязкости вещества (в зависимости от локальной температуры среды), что под действием силы тяжести удерживает систему в целом в состоянии метастабильного равновесия. Управлять размером ячейки возможно с помощью внешнего градиентного поля. Так, при добавлении в систему магнитных наночастиц, температура Кюри которых лежит между температурами нижней и верхней границы жидкости, таким градиентом может служить внешнее магнитное поле. При этом на нижней границе слоя масла (максимальная температура), частицы находятся в парамагнитном состоянии и не подвержены влиянию внешнего поля, тогда как в верхней точке ( минимальная температура), частицы переходят в ферромагнитном состоянии и, соответственно, перемещаются под действием поля. Если внешнее поле противонаправлено температурному градиенту размер ячейки будет расти с увеличением модуля поля, тогда как в случае сонаправленности градиентов увеличение поля будет приводить к уменьшению размера ячейки.
Интересным примером управления процессами самоорганизации является формирование графоэпитаксиальных структур, а также рост нанокристаллов в твердофазных нанореакторах. В этом случае направленный рост нанокристаллов происходит под влиянием внешнего пространственного ограничения (давления), создаваемого заданным рельефом поверхности подложки или же стенками нанопор.
Сегодня этот подход широко применяется для получения пространственно-упорядоченных наносистем различной размерности. При этом размер, форма, распределение и ориентация нанокристаллов в пространстве полностью задаются параметрами шаблона.
2.1.3.Самосборка сложных наноструктур
В прошлой главе были рассмотрены примеры самосборки упорядоченных массивов из наночастиц, имеющих одинаковые размеры и форму. Однако, последние исследования показывают, что в системах с бимодальным распределением наночастиц по размерам также возможно образование высокоупорядоченных структур, причем расположение наночастиц в раких структурах часто подобно расположению атомов в кристаллах. Одним из примеров, иллюстрирующих это явление, является формирование упорядоченной структуры наночастиц золота различного диаметра. Коллоидный раствор с бимодальным распределением наночастиц золота осаждали на подложку медленным упариванием растворителя (Рис. 2.4.). Оказалось, что образование упорядоченных массивов наночастиц с бимодальным распределением подчиняется тем же правилам соотношений радиусов частиц, которые были ранее сформулированы для образования сплавов металлов.
Рис.2.4.. Упорядоченные массивы наночастиц золота с бимодальным распределением.
Помимо термодинамических факторов, основой для создания пространственно-упорядоченных структур с бимодальным распределением является возможность электростатического взаимодействия частиц вследствие их спонтанной поляризации или процессов переноса заряда между ними. Примером образования таких массивов является недавно реализованный Мюрреем и соавторами (MIT, США) синтез массивов AB2 и AB13 наночастиц PbSe диаметром 6 нм, и γ-Fe2O3 диаметром 11 нм (рис.2.5.). Систематическое варьирование размеров нанокристаллов, концентраций, растворителя, температуры и, соответственно, скорости осаждения позволило подобрать оптимальные условия для образования трехмерных ансамблей нанокристаллов
Рис.2.5. Упорядоченные массивы из наночастиц PbSe и γ-Fe2O3 различного диаметра, соответствующие структурным типам АВ13 и АВ2.
2.1.4.Процессы самосборки в наносистемах. Самоорганизация массивов наночастиц.
Отсутствие внешнего пространственного ограничения ( равно как и увеличение соотношения D/d), приводят к формированию агрегатов, представляющих собой плотнейшую шаровую упаковку наночастиц. Подобно атомарным и молекулярным ансамблям нанокристаллы могут спонтанно собираться в агрегаты. При этом увеличение однородности частиц по форме и по размеру приводит к увеличению степени упорядочения наночастиц в пределах агрегированной системы. Причиной “ слипания” наночастиц являются различные взаимодействия, результатом которых, в целом, является уменьшение поверхностной энергии ансамбля. Массивы наночастиц металлов или полупроводников, равно как и коллоидных частиц полимеров, образуются посредством электростатических и капиллярных взаимодействий. Поверхностное натяжение играет немалую роль в формировании агрегатов, поскольку поверхностные атомы в наноструктурах составляют значительную часть элементов системы. Тип организации наночастиц и структура образующегося массива зависят от условий синтеза, диаметра частиц, природы поверхностно-активного вещества и даже от дисперсионной среды.
Однородные по размеру наночастицы удается “ собрать” в пространственно-упорядоченные структуры, представляющие собой одномерные “ нитки”, двумерные плотно упакованные слои, трехмерные массивы или “малые” сверхкластеры. Необходимо отметить, что формирование низкоразмерных наноструктур всегда требует использования
низкоразмерных шаблонов или сильных градиентных полей, определяющих геометрию системы. Так, для формирования цепочечных наноструктур используют темплаты пористого оксида алюминия или мезопористого оксида кремния с упорядоченнойсистемой одномерных каналов и контролируемым диаметром мезопор, углеродные нанотрубки и нанотрубки на основе диоксида титана и MoS2, жидкие кристаллы,
полимерные молекулы, функционализированные акцепторными ( реже – донорными) группами, цепи ДНК и РНК, вирусы и т.д. Примером формирования цепочечных наноструктур с использованием градиентных полей является синтез нитевидных массивов наночастиц серебра в пленках Ленгмюра-Блоджетт под действием механических напряжений (например, одноосного сжатия). В качестве шаблона, задающего геометрию планарных массивов наноструктур, используют различные гладкие подложки. При этом самым распространенным способом формирования упорядоченных массивов является обычное упаривание коллоидного раствора, содержащего наночастицы какого-либо вещества. Точность формирования монослоя при этом задается точностью определения концентрации наночастиц в растворе и шероховатостью подложки. В качестве поверхностно-активных веществ, формирующих лигандную оболочку наночастиц, обычно используют алкилтиолы и фосфины с различной длиной углеводородной цепи, а также молекулы жирных кислот, полипептидов, олиго- и полисахаридов и т.д..
2.2. Получение суспензий низкоразмерных порошков угля с помощью метода гидроударного фракционирования
В последние годы направление современных научных исследований, связанное с синтезом и анализом новых нанопоршков, интенсивно развивается, поскольку они могут обладать новыми перспективными функциональными характеристиками в силу их дисперсности. Важность работ, проведенные в этом направлении поэтому, в первую очередь, связана с поиском корреляций «состав-структура-дисперсность-свойства» и выявлением наиболее значимых областей возможного практического их использования в создании наноструктурных композиций, получаемых в особых физико-технологических условиях.
В последние годы исследование процессов образования высокодисперсных (нано-, ультра- и микроразмерных) порошков проводится интенсивно и это одно из наиболее динамично развивающихся областей науки, и здесь происходит, огромное накопление теоретического, методического, экспериментального и технологического материала[13]. Использование нанопорошков в качестве добавок к различным материалам с получением наноструктурных композитов резко улучшает механические, электрофизические, химические и другие свойства. Известно также, что методы регулирования свойств материалов на наометрическом уровне позволило открыть новые уникальные функциональные их свойства. Это, в свою очередь, привело к созданию новых продуктов и технологий, основанных на наноструктурном управлении материалами.
Производство наночастиц различных элементов обычно проводят двумя путями: при помощи распыления(сверху-вниз) и процессе самосборки(снизу-вверх)[1-4]. В первом подходе наночастицы получаются при уменьшении размеров сыпучих минерально-сырьевых ресурсов (материалов). Для их производства используются физические, физико-химические, электрические или термические процессы. Эти методы включают энергетическое измельчение, механико-химическую обработку, электрохимическое осаждение, лазерную абляцию, напыление паровую конденсацию и др. При использовании второго подхода наночастицы получают на атомарном (молекулярном) уровне и обрабатывают их преимущественно химическим способом. Каждый из этих подходов может быть реализован в любом из трех состояний вещества: твердое, жидкое и газообразное (а также при комбинации состояний). Наночастицы имеют размеры от атомарного (молекулярного) до 100нм, тем самым образуя «мост» между квантовым и макроскопическим миром (микро и макро).
Исследования высокодисперсных систем[4-6], проведенные учеными различных стран, позволили выделить из них коллоидные (ультрадисперсные) микрогетерогенные системы с размерами частиц в диапазоне 1,0 - 100 нм, характеризующиеся различием в физико-химических свойствах при одинаковом химическом составе. Вещество в коллоидном состоянии диспергировано до 1,0-100 нм, но превышающими по размерам отдельные молекулы. Поэтому многие физико-химические свойства наноразмерных частиц значительно отличаются от таких же свойств того же вещества в виде более крупных (микро- и макроскопических) объектов. К числу этих свойств относятся: механические, теплофизические, электрические, магнитные оптические и химические характеристики. Подобные различия в настоящее время называются наноразмерными эффектами. Кроме того, если размеры наночастиц, хотя бы в одном измерении меньше критических длин, характеризующих многие физические явления, то у них появляются новые уникальные физические и химические свойства квантовомеханической природы [1-3].
2.3.Наносуспензии на основе углеродных низкоразмерных частиц.
Из литературных данных известно, что наличие в жидкости твердых частиц (низкоразмерных) определенного состава, числа, концентрации, формы, размера и других физико-химических, технологических параметров способно существенным образом изменять с одной стороны исходные свойства самой жидкости и с другой свойства наполнителя. В этом смысле суспензия представляет жидко-нанотвердофазную квазиравновесную систему, имеющую все признаки классического композиционного материала.
Исходя из этого, суспензию можно условно классифицировать как специфический жидкофазный композиционный материал, обладающий широкими функционально-технологическими возможностями и физико-химическими и потребительскими свойствами[4-6].
В известных способах процесс приготовления различных суспензий, состоящих из механической смеси жидкой фазы (наполнителя), разделен по времени. При этом фракционирование и диспергирование твердого продукта осуществляется механически, а затем происходит его смешивание с жидкой матрицей. При этом процесс смешивания может сочетаться с измельчением наполнителя, сепарацией и другими процессами. Такая последовательность действий снижает эффективность активации жидкофазной матрицы частицами твердого наполнителя.
В наших экспериментах получения микро- и наносуспензий, совмещался процессом фракционирования угольных частиц с дальнейшим процессом образования жидко-нанотвердофазной суспензии.
Суть нашей методологии состоит в том, что струя ультрадисперсных угольных частиц направлялся на преграду, с которой после динамического взаимодействия с поверхностью стеклянной емкости происходит микроразрушение с отделением от поверхности микро- и наночастицы угля (макро частицы угля оседают на дно емкости). Отделившиеся относительно мелкие угольные частицы далее смешиваются с воздухом и переходят во вторую емкость, где взаимодействуют также с ее поверхностью. Во второй емкости происходят такие же процессы как и в первом, т.е. относительно крупные частицы угля оседают на дно емкости, а высокодисперсные смешивается с воздухом и попадает в третью емкость и т.д. После многократного фракционирования угольных частиц высокодисперсные попадают в емкость с жидкостью и смешиваются с ней. В емкости с жидкостью оседание высокодисперсных частиц угля не происходит из-за их низкоразмерности. Наши исследования показали, что размер угольных частиц, многократно отделившихся от поверхности материала емкости, имеет микро- и наноразмеры, причем наночастицы угля полностью растворяются в рабочей жидкости.
Такая гидроударная технология многократного фракционирования является новым способом активации жидкостей и получения высокодисперсных частиц угля и жидко-нанотвердофазной суспензии. Основными факторами, приводящими к активации и лежащими в основе технологии получения жидко-нанотвердофазной суспензии данным методом, являются: многократный гидроудар частицы угля о преграду емкости и их диспергирование, а также фракционирование угольных частиц..
Управление функциональной активностью различных жидкостей может осуществляться варьированием давления потока с частицами, размера емкости для фракционирования, количества каскада фракционирования, диаметра сопла для микрогетерогенной фазы и других технологических параметров всего процесса. Таким образом, гидроударная, многокаскадная фракционная технология позволяет обеспечить совмещение процессов образования высокодисперсной твердой фазы и суспензии в целом, повысить функциональную активность последней.
К положительным параметрам предлагаемого способа получения активированных угольных суспензий следует отнести легкую управляемость процессом, получение суспензий в промышленных масштабах, отсутствие ограничений на прочностные характеристики твердой фазы.
К основным активирующим фактором предлагаемого гидроударного способа получения активированных суспензий на основе высокодисперсных частиц углей необходимо отнести следующее:
образование высокодисперсных частиц угля после многократного фракционирования непосредственно внутри жидкой матрицы;
развитую (большую) поверхность частичек угля;
воздействие на жидкость механо-химических, физических и других процессов, происходящих после соприкосновения с высокодисперсными частицами угля.
К таким процессам относятся многоразовое гидродинамическое, ударно-акустическое воздействие и др. на поверхность емкости, приводящее, как известно, к активации самой жидкой матрицы (к возможности проявления синергетических эффектов активации). Это объясняется тем, что гидроударная активация жидкости в сочетании со сверхактивными частицами угля(наполнителя) может привести к появлению нелинейных эффектов в функциональных свойствах конечного продукта, которыми не обладали его исходные элементы (компоненты). Другими словами, классическое правило «смесей» может не выполняться, т.е. создаются все необходимые и достаточные условия для проявления синергизма в свойствах активированной по предлагаемому способу суспензии.
Появляется техническая возможность получения микро- и наносуспензий с различными размерами частиц угля, их фракционирование и сепарирование путем отстаивания или в специальных сепараторах. Причем анализ наследственных свойств жидкой матрицы, т.е. влияние на свойства жидкости в данный момент времени предыстории ее получения (предшествующих воздействий, примесей, полей и т.д.) является самостоятельной научно-прикладной задачей.
Таким образом в результате выполненных исследований установлено, что:
Применение гидроударной технологии позволяет решать комплекс вопросов, связанных с активацией жидкофазных продуктов. В частности, на примере воды и жидкостей на ее основе показано: повышение функциональной активности технологических сред, применяемых в обеззараживании и бактерицидного действия на обрабатываему жидкость за счет ударно-динамического фактора; сохранение эффекта стерилизации жидкости воды.
Установлено обеззараживающее(бактерицидное) действие гидроударной технологии на обрабатываемые гидротехнологические среды, в первую очередь, на основе воды и ее производных, обусловлено ударно-динамическим, акустико-волновым эффектом стерилизации и сопутствующих ему явлений физической и электромагнитной природы, усиливающих ее результативность.
Оптимизированы процессы получения нанопорошков в системах, на основе углерода, позволяющие воспроизводимо получать материалы с заданной электрофизической характеристикой.
ГЛАВА 3. ЭКСПЕРИМЕНТАЛЬНОЕ ИССЛЕДОВАНИЕ ЭЛЕКТРОФИЗИЧЕСКИХ ПАРАМЕТРОВ НАНОПОРОШКА УГЛЕРОДА
3.1. Вольт-амперные характеристики углеродного наноструктурного композита
Одним из перспективных методов получения широкой гаммы порошков органических материалов является золь-гельтехнология, основанная на процессе получения коллоидного раствора и их дальнейшего распыления в виде аэрозолей[1-5]. В получаемых нано- и микрочастицах формируются размерные, структурные, фазовые, дефектные и другие энергетически насыщенные состояния. Метод получения органического порошка на основе золь-гель технологии в атмосфере, содержащей кислород, позволяет получать частицы размером от 10 до 1000 нм и контролировать химический, фазовый состав и структуру получаемого порошка.
Вещество в коллоидном состоянии диспергировано до 1,0-100 нм, но превышающими по размерам отдельные молекулы. Поэтому многие физико-химические свойства наноразмерных частиц значительно отличаются от таких же свойств того же вещества в виде более крупных (микро- и макроскопических) объектов. К числу этих свойств относятся: механические, теплофизические, электрические, магнитные оптические и химические характеристики. Подобные различия в настоящее время называются наноразмерными эффектами.
Как известно, вольт-амперные характеристики (ВАХ) нано- и микросистем являются, пожалуй, наиболее доступными для экспериментальных исследований и вместе с тем весьма информативными для определения особенностей генерации, рекомбинации и переноса носителей заряда в этих системах и построения теоретических моделей происходящих процессов наноструктурных системах.
В наших экспериментах получения микро- и наносуспензий, совмещался процессом фракционирования угольных частиц с дальнейшим процессом образования жидко-нанотвердофазной суспензии.
Нано- и микропоршки углерода с различными дисперсностями, полученные на основе гидроударного фракционирования спрессована нами в цилиндрические таблетки диаметром 6 мм.и высотой 8мм. Образец подготовленный, таким образом, помещалась в предварительно нагретую до 800-900 С печь и выдерживалась в течение 1-3ч.. После тепловой обработки при соответствующей температуре в печи таблетка медленно охлаждался до комнатной температуры.
Эксперименты по изучению влияния электрического поля на наноструктурный композит(таблетка) проводились в системе между электродами прикладывая электродам определенное напряжение через токовые контакты измерялось электрический ток.
Измерив напряжение на пластинах и силу тока, используя закон Ома для участка цепи определили сопротивление (R=U/I) композита. Далее используя формулу p=RS/l определили удельное сопротивление наноструктурного композита из углерода. Тогда удельная проводимость определяется как 1/р .
На рис.3.2 представлены вольт-амперные характеристики (ВАХ) наноструктурного композита. На ВАХ четко выделяются следующие участки: 1- резкий рост тока от напряжения; 2- сублинейная зависимость тока от напряжения; 3- квадратная зависимость тока от напряжения. Анализ экспериментальных данных показывают, что преимущественным механизмом в изменении тока является эффект размерного квантования.
Данные полученные таким образом показывают, что удельное сопротивление углеродного композита, оказалось почти одинаковым сопротивлением алюминиевого, медного проводников и графита, т.е.проводимость их оказалось почти одинаковой.
Плотность электрического тока в исследованных системах согласно полученным данным подчиняется закону Ома. Однако следует заметить, что зависимость удельной электропроводности для композита имеет более сложный характер, чем для проводников, поэтому законы применяемые для исследования композита носят иной характер.
В результате проведенных экспериментальных исследований было установлено, что зависимость I=f(U) определяется генерацией электронов. При напряжениях менее 2В расчетные ВАХ несколько отличаются от экспериментальных. Поэтому моделирование ВАХ строили на основе предположения, что протекания тока определяется дрейфовой скоростью и концентрацией носителей заряда в наносистемном композите.
Двумерная модель ВАХ для плотности тока, предполагающая генерацию свободных носителей в локальные зоны, выражается зависимостью:
J = envd , (3.1)
где е - заряд электрона; n – равновесная концентрация носителей заряда в зоне проводимости; vd –дрейфовая скорость электрона.
Подобные исследования ранее не проводились и, следовательно, и результаты подобного вида никем ранее не представлялись.
По-видимому нам впервые удалось получив многофазные, гетероструктурные наносистемы на основе углеродных порошков. В этой связи глубокого обсуждения результатов вряд ли можно ожидать на данном этапе работы.
Рис.3,1. Экспериментальная установка для получения наночастиц методом пиролиза.
На основе полученных результатов была предложена уточненная ВАХ наносистем. В диапазоне напряжений 0 – 2В экспериментальные ВАХ несколько отличаются от расчетных. Одной из наиболее вероятных причин, приводящих к такой форме ВАХ может быть влияние размерного эффекта на движение электронов.
В начале эксперимент был проведен в слабом электрическом поле, что соответствует омическому участку ВАХ (U = 2V). Для изучения влияния электрического поля на динамику развития лавин было проведено детальное исследование статических ВАХ образцов. К особенностям поведения ВАХ относится существование электрической неустойчивости S-типа. Предпробойный участок ВАХ с возрастанием тока регистрируется при напряжениях Umax _ 20V для всех исследуемых образцов. При Umin = 2V наблюдается омическое поведение. Таким образом, величины Umax и Umin определяют предпробойный и омический участки ВАХ. Отметим, что наблюдаемая в случае образцов УМН S-образная ВАХ типична для многослойных углеродных нанотрубок [16-17].
Далее образцу прикладывалось постоянное напряжение 1-100 В, которое соответствует напряженности электрического поля 60-3*103 В/см. Типичные исследованные ВАх представлены на рис.3.2. Как видно из рис.3.2, в интервале электрических полей 60-3*103 В/см ток изменяется в широком пределе. Вслед за законом Ома на ВАХ структур проявляется ловушечный квадратичный участов (I – U2)
Для анализа ВАх используется дифференциальный метод.Согласно этому методу,
S(U,I) =dLgI/dLgU =ULgI/ILgU (3.2.)
При этом характер изменения s(U,I) с напряжением (током) является определяющим при идентификации различных физических механизмов электропроводности в зависимости от величины электрического поля. Особые точки на зависимости s(U,I) позволяют определить основные параметры наноструктурной системы из углеродного порошка.
Зависимость s(U,I) при температуре Т=293 С показана на рис.3.3.Видно, что кривая при напряжении Umin=0.65В проходит через минимум smin=0.76, а при напряжении Umax=25В через максимум smin=2,2 .
Рис.3.2. Вольт-амперная характеристика композита, нанопорошка и суспензии(водного раствора с наночастицами)
I (мкА)
2
4
6
8
10
U (мВ) AL
31
65
95
131
162
U (мВ)композит
32
66
98
133
165
Рис.3.3. Зависимость напряжения от тока для композита.
Рис.3.4.Зависимость тока от напряжения для жидкого раствора с частицами углерода. Электроды алюминиевые и медные.
3.2.Исследование свойств получаемых материалов.
Для анализа морфологии поверхности композиционного материала применялись метод электронной микроскопии. Полученные данные представлена на следующем рисунке:
Рис.3.5. Снимок поверхности композита, полученный с помощью металлографического микроскопа.
Важность наличия достоверных данных о фазовом составе обусловлена сильным влиянием его малейших изменений на электрофизические свойства материала. Рентгеновские дифрактограммы порошков на основе наноуглеродного состава приведены на рис. 3.6. Можно предположить, что при данных условиях синтеза формирование композита из углеродных порошков происходит в диапазоне температур между 1000 и 1100°С. Повышение доли углерода в масее до 80 мол.% в пересчете на композита позволило увеличить содержание углеродной фазы в образце по сравнению с материалом с графитом..
Рис. 3.6. Рентгенограммы порошков системы углеродной композиции, отожженных при различной температуре
В результате проведенных исследований показана возможность получения пористой (рис. 3.7). структуры композитного материала на основе углерода за счет изменения технологического режима (состав и время выдержки, температура отжига).
Рис. 3.7. Изображение поверхности образца на основе феррограната эрбия в атомно-силовом контрасте: а) Тотж = 600 0С, б) Тотж = 1000 0С
Существование в композите иерархической пористой структуры было подтверждено данными измерения полной изотермы адсорбции-десорбции, позволившими построить гистограмму распределения пор по размерам (рис. 3.8.), которая демонстрирует присутствие микро- (менее 2 нм в диаметре), мезо- (2 – 50 нм) и макропор (более 50 нм) в соответствии с международной классификацией IUPAC в образце на основе углерода, отожженного при Т = 800°С. При этом удельная площадь поверхности данного порошка составляет более 230 м2/г, что в приближении сферических частиц соответствует их среднему размеру около 10 нм. Однако, как видно из рис.3.8, поры имеют весьма сложную дисперсию по размерам, а приближение корпускулярно-пористой структуры верно лишь в случае определенных технологических режимов получения.
Рис. 3.8. Гистограмма распределения пор по размерам
Таким образом в результате проведенного исследования было установлено, что получаемый композиционный материал имеет сложную микроструктуру, характеризующуюся типичным для подобных оксидных систем законом распределения пор по размерам, в котором преобладают микропоры и мезопоры менее 10 нм в диаметре, что согласуется с расчетом среднего размера частиц, составляющим около 10 нм. Анализ фазового состава образцов показал появление интенсивного гало в области малых углов (больших межплоскостных расстояний), что соответствует высокой доли аморфной и наноразмерной фазы в материале.
3.3. Численные исследования дисперсности порошков на основе компьютерного моделирования
Анализ гранулометрического состава порошков является весьма распространенным методом исследований веществ, материалов и изделий, как при изучении окружающей среды, так и во многих технологических процессах.
В химических производствах удельная поверхность и размер частиц твердых компонентов определяют кинетику процессов и глубину превращения, однородность состава продуктов синтеза.
В геологии гранулометрический состав является основополагающей характеристикой осадочных пород, позволяющий провести правильную интерпретацию геофизических исследований, оценить емкостные и гидродинамические свойства коллекторов углеводородов, идентифицировать их по типу залежи.
В бурении скважин анализ гранулометрического состава шлама обеспечивает оценку качества проходки и скорости осаждения частиц в водной среде. Анализ размеров частиц буровых растворов позволяет оценить их устойчивость к расслоению и контролировать другие параметры.
Разработанный в начале 90-х годов прибор ВС-3, реализующий пофракционное осаждение частиц из стартового слоя, успешно используется для анализа гранулометрического состава порошков металлов, сплавов, органических и неорганических соединений в диапазоне 2 – 300 мкм. Вместе с тем накопленный опыт эксплуатации прибора выявил ряд проблем, решение которых определило необходимость существенного совершенствования прибора и программного обеспечения.
Таким образом, актуальность представленных в настоящей работе исследований обусловлена необходимостью совершенствования прибора и метода анализа гранулометрического состава порошков на основе слоевой седиментации частиц с целью расширения диапазона измерений, классов изучаемых материалов, применения современных электронных компонентов, программных средств, реализации технологии удаленного эксперимента.
Совершенствование метода анализа гранулометрического состава порошков на основе слоевой седиментации частиц, направленное на расширение диапазона размеров анализируемых частиц с учетом их формы, повышение точности измерений и математической интерпретации кривых накопления осадка, создание современного пользовательского интерфейса и программного обеспечения.
Рассмотрены теоретические основы гранулометрического анализа порошков методом слоевой седиментации частиц из стартового слоя. Основными измеряемыми величинами при гранулометрическом анализе являются размер частиц и их количество (число или масса частиц каждого измеряемого размера). Размер частиц при их осаждении в вязкой среде определяется с применением упрощенного уравнения движения Навье-Стокса при допущении существенного превалирования вязких сил над инерционными, когда значения числа Рейнольдса Re ymax then ymax:=y[i];
if y[i]
Библиографическая ссылка
Ташполотов Ы., Жогаштиев Н.Т., Турдубаева Ж., Садыков Э., Дуйшеева С.
Разработка технологии получения наноструктурных материалов на основе местных минерально-сырьевых ресурсов
// Научный электронный архив.
URL: http://econf.rae.ru/article/7502 (дата обращения: 11.07.2026).
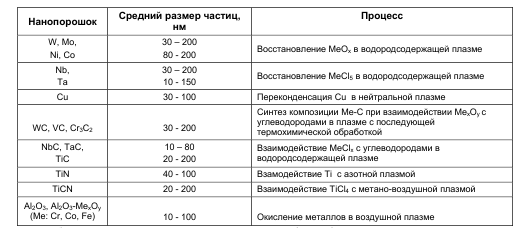
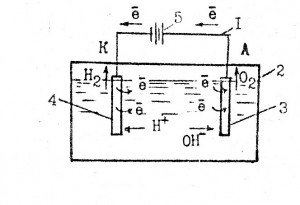
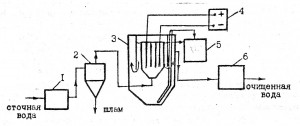
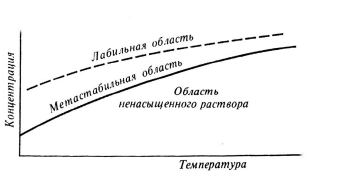



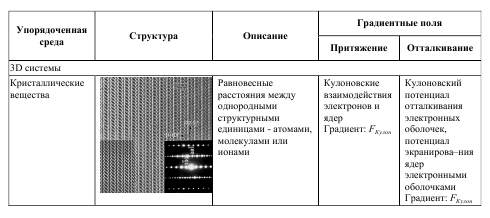 .
.
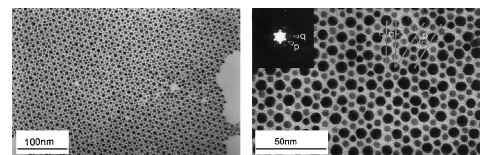
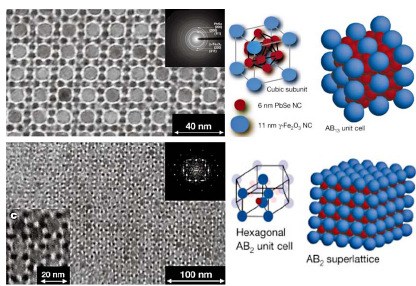
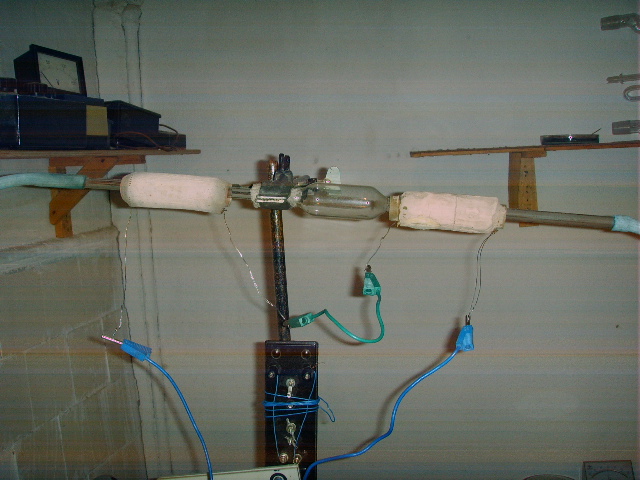
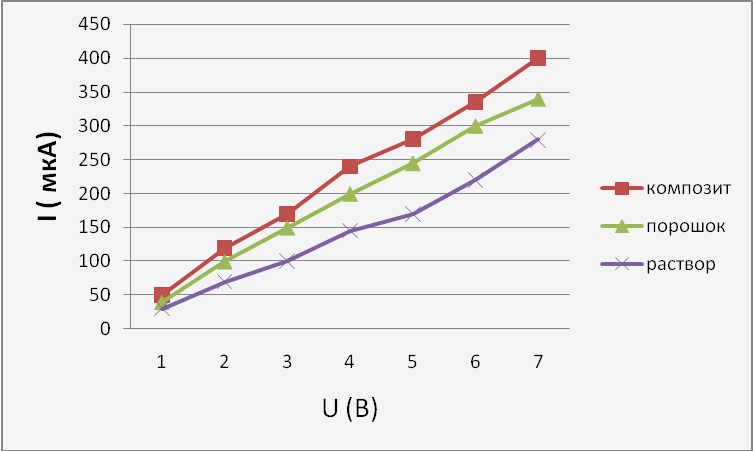
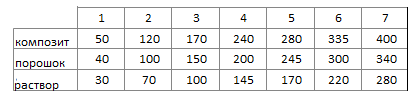
 (мВ) AL
(мВ) AL
 (мВ)композит
(мВ)композит