Перспективным методом упрочнения поверхностного слоя деталей является лазерное упрочнение (ЛУ), при котором источником нагрева является лазерное излучение. Эффект упрочнения достигается благодаря локальности и большей интенсивности его воздействия.
Процесс ЛУ проходит в два этапа: нагрев детали до температуры плавления или выше и последующее ускоренное охлаждение ее поверхности. Эффект ЛУ достигается на стадии охлаждения при создании градиентов температуры в поверхностном слое, приводящих к протеканию пластической деформации растяжения. После выравнивания температуры под влиянием нижележащих слоев на поверхности формируются реактивные сжимающие остаточные напряжения.
Лазерное упрочнение принципиально делится на два типа:
- ЛУ без оплавления поверхностного слоя;
- ЛУ с оплавлением поверхностного слоя.
Последний тип обработки на данный момент мало изучен, однако он позволяет добиваться уровня благоприятных сжимающих остаточных напряжений около 1 ГПа в поверхностном слое глубиной порядка 100…200 мкм [1].
В связи с вышеизложенным, целью данных исследований является теоретическая оптимизация процесса ЛУ в условиях оплавления вершин микронеровностей поверхности.
Задачи состоят в:
- компьютерном моделировании процесса ЛУ;
- сравнении экспериментальных данных [1] с результатами теоретических расчетов.
Для изучения процессов, происходящих в образце при ЛУ с превышением температур фазовых переходов и плавления, необходима нелинейная постановка задачи. С целью создания нелинейной модели процесса лазерного упрочнения предполагается использование численных методов, в частности, метода конечных элементов. Наиболее функциональным средством исследования методом конечных элементом является программный пакет ANSYS.
Моделирование ЛУ сводится к решению двухмерной нестационарной сопряженной тепло-прочностной задачи. Наиболее оптимальным в данном случае является последовательный способ решения связанной задачи.
Решение строится в 2 этапа:
Этап 1 – тепловая задача, в ходе которой, с учетом основных тепловых факторов (нагрев лазером ограниченной зоны на поверхности образца и последующее конвективное охлаждение) строится распределение температур по сечению образца (четырехузловой двухмерный термический элемент PLANE55).
Этап 2 – решение прочностной задачи (четырехузловой двухмерный структурный элемент PLANE182).
Построение компьютерной модели можно вести в двух режимах:
- пакетный режим;
- интерактивный режим (или режим GUI, Graphic User Interface).
Преимуществом интерактивного режима являются простота и наглядность. Однако при решении сложных задач применение интерфейса пользователя нерационально, так как это сопряжено со значительными временными затратами и неэффективным использованием вычислительных мощностей.
Пакетный режим характеризуется созданием входного текстового файла (макроса, или сценария), содержащего команды управления процессом работы системы, который запускается на выполнение при загрузке. Макрос для ANSYS создается на языке APDL (Параметрический Язык Программирования ANSYS, ANSYS Parametric Design Language) [45]. Сложность написания макроса компенсируется возможностью многократного его решения с различными параметрами.
Таким образом, наиболее целесообразным способом решения связанной тепло-прочностной задачи является написание макроса на языке APDL.
Для решения нелинейной нестационарной задачи необходимо знать зависимость термодинамических и механических свойств материала образца.
При задании свойства, зависящего от температуры, табличным методом, программа вычисляет полином в дискретных температурных точках с линейной интерполяцией между точками (кусочно-линейная интерпретация) и экстраполяцией за крайними точками. Используемый полином может быть линейным, квадратичным, кубическим или четвертого порядка:
F(x)=C0 + C1T + C2T 2 + C3T 3 + C4T 4 (16)
Для решения связанной тепло-прочностной задачи необходимо задание теплофизических и механических свойств сплава ЭИ698.
Теплофизические параметры сплава ЭИ698, используемые при расчете:
- теплопроводность (λ=9,3…27,2 Вт/(м∙К) при Т=293…1173 К);
- теплоемкость (С=489…784 Дж/К при Т= 250…1500 К).
Энергетический эффект фазовых переходов при температурах 1190 К (превращение объемно-центрированной кристаллической решетки железа в гране-центрированную), 1660 К (превращение гране-центрированной кристаллической решетки железа в объемно-центрированную) и 1850 К (плавление материала образца) моделируются при помощи энтальпии (Н=8,2∙109 Дж/кг, 1,04∙1010 Дж/кг и 1,11∙1010 Дж/кгсоответственно).
Механические параметры сплава ЭИ698, используемые при расчете:
- модуль упругости (Е=2,02∙1011…1,52∙1011 Па при Т=273…1023К);
- коэффициент линейного расширения (α=12,3∙10-6…α=21,6∙10-6 1/К при Т=330…1023 К);
- предел текучести (σТ=8∙108…6,8∙108 Па при Т=293…973 К);
- модуль сдвига (G=8,42∙1010…6,33∙1010 Па при Т= 293…973 К);
- коэффициент Пуассона (μ=0,3=const);
- плотность (ρ=8320 кг/м3=const).
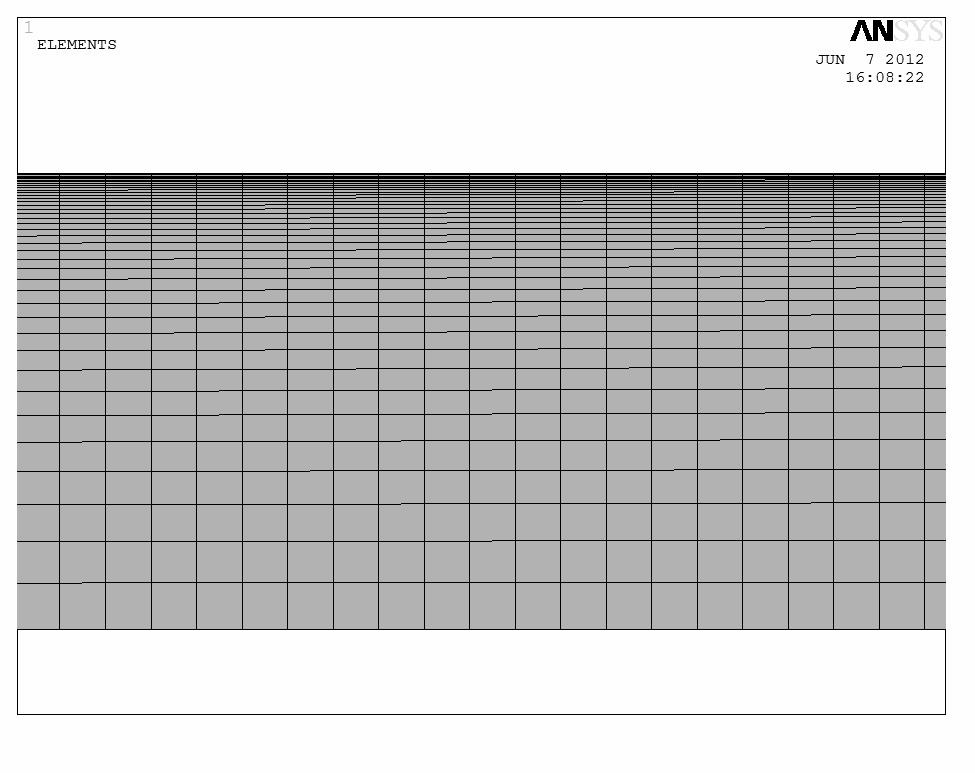
В качестве двухмерной геометрической модели выбираем продольное сечение образца, т.е. прямоугольник размерами 100х2 мм, к верхней грани которого прикладываются нагрузки. Поскольку большой интерес представляет изучение распределения остаточных напряжений в верхних слоях, то имеет смысл «сгустить» конечноэлементную сетку у верхнего ребра модели с коэффициентом RATIO=20 (рис. 1).
Рис. 1. Конечно-элементная модель
Моделируется лазерная обработка образцов из никелевого сплава ЭИ698 при двух режимах:
1) скорость движения зоны лазерной обработки v1=52 мм/мин; диаметр облучаемого участка d1=5 мм; плотность мощности qm=5,1*107 Вт/м2.
2) скорость движения зоны лазерной обработки v2=160 мм/мин; диаметр облучаемого участка d2=4 мм; плотность мощности qm=7,9*107 Вт/м2.
Лазерное излучение учитывается через плотность мощности (команда Heat Flux). Задается значение плотности мощности с учетом эффективного коэффициента поглощения для белой гуаши Aэф=0,5.
Интенсивное охлаждение моделируется через конвекцию, коэффициент теплоотдачи при этом составляет 30000 Вт/(м2*град), а температура среды принимается 293 К.
Относительное движение источника лазерного излучения и обрабатываемого образца задается выборочным приложением нагрузок к узлам на верхней грани сечения (выборка сдвигается вправо c каждым шагом решения на постоянную величину, соответствующую скорости движения), и сведением этого процесса в цикл.
Считывание результатов первого этапа решения, тепловой задачи, осуществляется последовательностью команд, LDREAD, LSWRITE и LSSOLVE.
Команда LDREADсвязывает разные физические среды в совместном анализе, дает возможность использовать результаты решения одной физической среды в качестве нагрузок, задаваемых для решения другой среды. Команда LDREADсчитывает результаты решения из файла результатов и задает их в качестве нагрузок.
Команда LSWRITEзаписывает файл шага нагружения (при этом каждый файл шага нагрузки идентифицируется как Jobname.S01, Jobname.S02, Jobname.S03, и т.д.).
Команда LSSOLVE служит для множественного последовательного решения нескольких записанных шагов нагрузки.
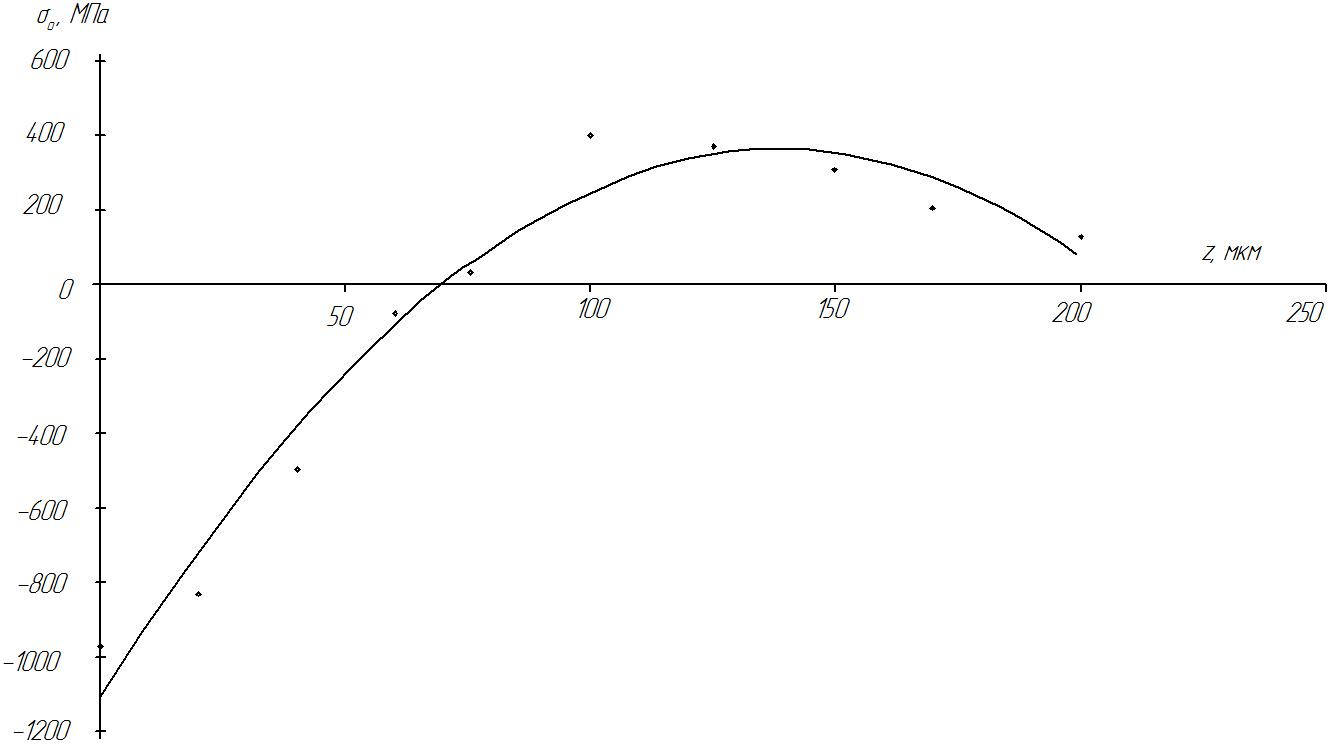
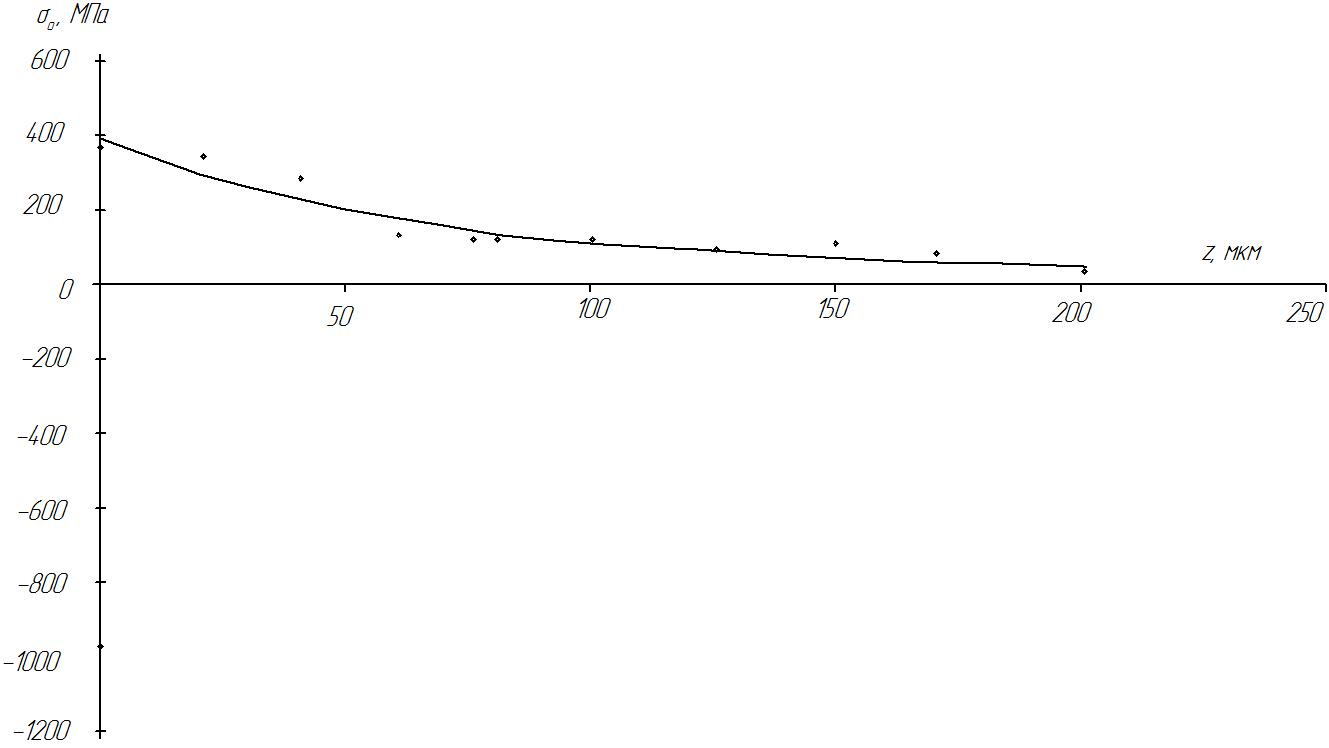
Графики зависимости остаточных напряжений от глубины, полученные на данных режимах обработки, показаны на рис. 2.
а)
б)
Рис. 2 Зависимость величины остаточных напряжений от глубины после ЛТПУ в зоне оплавления для сплава ЭИ698, полученная при компьютерном моделировании:
а) режим 1; б) режим 2.
Как следует из рис. 2, положительный эффект ЛТПУ достигнут только при режиме 1. В то же время, обработка по режиму 2 способствует возникновению значительных растягивающих остаточных напряжений. Очевидно, это следствие недостаточного нагрева поверхностного слоя образца, что ведет к слишком малому градиенту температуры по глубине на стадии охлаждения.
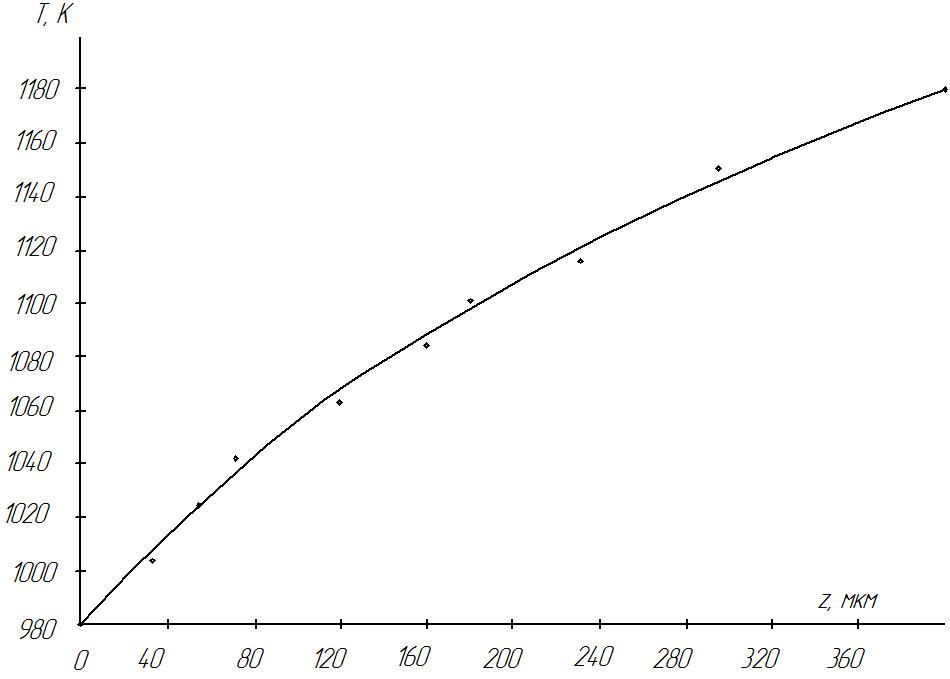
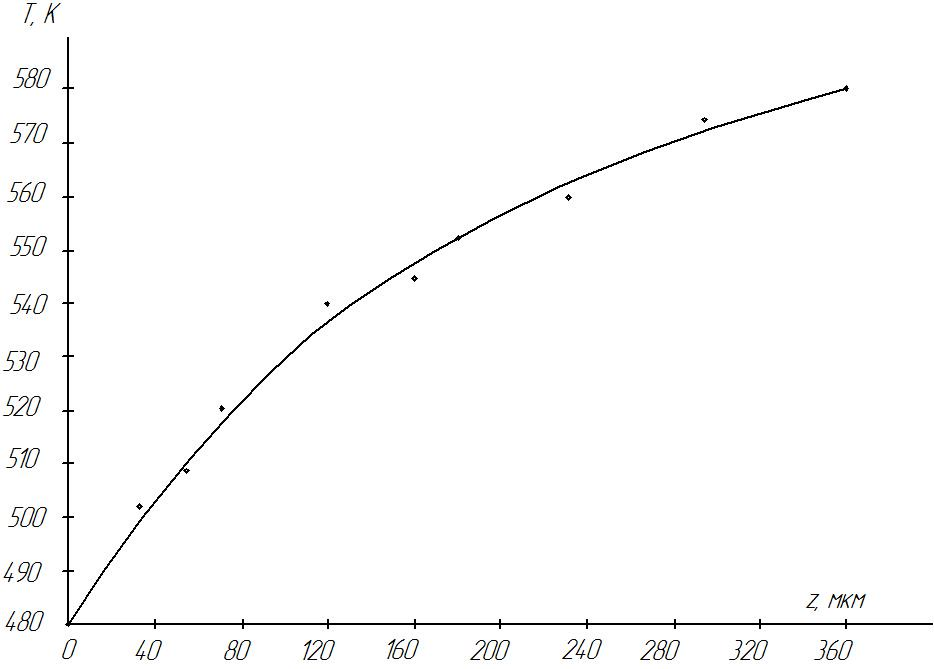
На рис. 3 показаны температурные кривые для двух режимов на стадии охлаждения. Из них видно, что градиент температуры на стадии охлаждения при режиме 1 составляет ~600 град/мм, что превышает установленный в п.2 минимальный градиент ~500 град/мм. В то же время, при режиме 2 не создаются условия для формирования благоприятного напряженного состояния – подповерхностный слой недостаточно прогрет вследствие высокой скорости относительного движения образца и луча лазера, и даже при интенсивном охлаждении минимально необходимая величина градиента температуры по глубине не может быть достигнута.
а)
б)
Рис. 3 Распределение температур на стадии охлаждения: а) режим 1; б) режим 2.
В работе использованы исследования по упрочнению образцов из жаропрочного никелевого сплава ЭИ698 с непрерывным лазерным нагревом, проведенные Б.А. Кравченко, С.В. Каюковым и А.А. Гусевым [1]. Образцы шлифовались, покрывались слоем белой гуаши для увеличения коэффициента поглощения.
Остаточные напряжения на образцах измерялись по методу Н.Н. Давиденкова. Суть метода заключается в том, что на закрепленном с одного конца образце со стороны, подвергшейся обработке, стравливается поверхностный слой. При наличии в стравленном слое остаточных напряжений происходит нарушение равновесия внутренних напряжений, образец изгибается. Толщина удаляемого слоя определяется с точностью ±10 мкм, величина изгиба образца – с точностью ±1 мкм, погрешность определения величины остаточных напряжений составляет ±0,2 МПа.
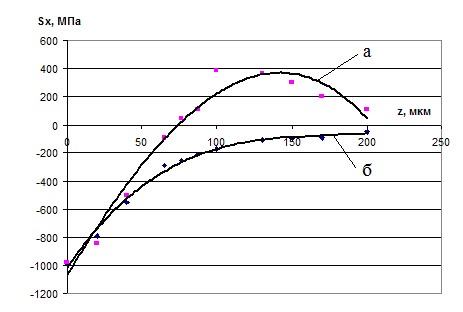
Облучению при различных режимах подверглись 16 образцов. Сравнение остаточных напряжений, полученных экспериментально и аналитически, приведено на рис. 4, 5.
Рис.4 Зависимость остаточных напряжений σост. от глубины z после ЛТПУ образцов из сплава ЭИ698 (режим 1):
Как видно из рис. 4, 5, зависимости остаточных напряжений от глубины после ЛТПУ образцов из сплава ЭИ698, полученные при компьютерном моделировании и экспериментальным путем, подобны. Корреляционное соотношение, рассчитанное для экспериментальных и теоретических данных, составило:
- для режима 1: r1=0,967;
- для режима 2: r2=0,926.
Уровню значимости 0,01 соответствует критическое значение коэффициента корреляции Пирсона r=0,701, таким образом, r1>r и r2>r, т.е. можно сделать вывод о значимой корреляции между экспериментальными данными и компьютерной моделью.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Кравченко Б.А., Каюков С.В., Гусев А.А. Термопластическое упрочнение жаропрочных никелевых сплавов с использованием лазерного нагрева // Физика и химия обработки материалов. – 1999. - №6. – С.17-21.
7
Библиографическая ссылка
Гусев А.А., Нырцов И.В. Моделирование процесса лазерного упрочнения // Научный электронный архив.
URL: http://econf.rae.ru/article/7776 (дата обращения: 21.06.2026).