Основы гидровибродинамической обработки отверстий цилиндров и корпусов
В.С Урбанович, кандидат технических наук, доцент;
Г.В. Чирков, инженер.
Ижевский государственный технический университет
Объясняется физическая сущность метода гидровибродинамической обработки и показывается сходство по качеству обрабатываемой поверхности одного из его способов - гидроцентробежной обработки внутренних поверхностей вращения с процессом выглаживания-полирования.
Показано преимущество поверхности после упрочняющей гидроцентробежной обработки с точки зрения ее соответствия основному закону триботехники - правилу положительного градиента, которое диктует условие снижения трения и износа поверхностей пары трения.
Создание, разработка и исследование новых эффективных технологий финишной обработки заготовок деталей — пар трения машин и механизмов позволяют не только повысить их надежность и конкурентоспособность, но и в значительной степени обеспечить экономию энергоресурсов. При этом немаловажное значение имеют чистые в экологическом отношении технологии.
Решению упомянутых проблем в значительной степени соответствует методгидровибродинамической обработки (ГВДО). В его основе лежит механизм импульсного, ударного воздействия рабочих тел наконечников на обрабатываемуюповерхность, имеющих многоосное движение относительно обрабатываемой поверхности отверстия детали и перемещение в турбулентном кольцевом потоке жидкости, находящейся в состоянии адиабатического истечения из выходных отверстий корпуса и втулки термодинамической системы [I]. На этом принципе разработаны способы: гидроцентробежной упрочняющей и абразивной обработки (ГЦО); совмещенной, комбинированной финишной обработки отверстий цилиндров.
Разнонаправленное силовое воздействие на исходный микрорельеф рабочих тел, имеющих шесть степеней свободы (рис. 1), способствует созданию условий для осуществления благоприятных пластических сдвигов слоев металла и его деформационному упрочнению в отличие от абразивной ГЦО, где в качестве рабочих тел применяют не стальные и не алмазные наконечники, а абразивные бруски. В результате движения со скоростью 15 - 40 м/с и выше (в зависимости от технологических и конструктивных параметров процесса ГЦО) в полости обработки - кольцевой камере в турбулентном потоке жидкости создаются: импульсный характер приложения нагрузки за счет перепада давления жидкости, измеряемого по времени пикосекундами; условия для уменьшения силы, необходимой при поверхностном деформировании стальными наконечниками гребешков исходного микрорельефа материала, и условия для осуществления процесса микрорезания поверхностей с высокой твердостью материала в случае применения абразивных и алмазных наконечников вершин микрорельефа осуществляется с использованием поверхностно активных веществ (ПАВ).
Материал заготовки в тончайшем поверхностном слое в зоне обработки очень короткое время находится в состоянии, близком к жидкому [2]. Сверхбыстрые нагрев и охлаждение приводят структуру поверхностного слоя в аморфное состояние, что заставляет предположить значительное сходство ГЦО с процессом полирования по достигаемому результату. Однако теория процесса полирования до сих пор не завершена, т. е. пока нет однозначного объяснения механизма полирования. Рентгеновские и электронографические исследования полированных поверхностей показали, что их тонкие поверхностные слои, толщина которых колеблется от мкм до нескольких микрометров, построены из большого числа беспорядочно расположенных и чрезвычайно мелких кристаллов, т. е. поверхность металла находится в высокодисперсном кристаллическом состоянии [3]. Измельченная, ультрадисперсная структура поверхности представляет собой высокопрочное состояние. Установлено, что полирование способствует минимизации плотности дислокации в тончайшем поверхностном слое, т. е. устранению дефектов, приводящему к увеличению объемной прочности на 2-3 порядка [4].
В целом ГВДО позволяет вести финишную упрочняющую и абразивную обработку внутренних, наружных поверхностей вращения и плоских поверхностей заготовок, выполненных из черных и цветных сплавов, в том числе и с высокой твердостью материала (HRC 64,9). В нем наводятся относительно малые остаточные напряжения (до 60 МПа) и увеличивается микротвердость до 300 - 500 МПа. Так, например, при ГЦО глубина залегания остаточных напряжений незначительна — 0,06 - 0,08 мм.
Трение характеризуется видом связи двух контактирующих поверхностей, при которой преобладающим является пластическое деформирование, определяемое глубиной относительного внедрения . Предельная глубина относительного внедрения, соответствующая переходу от внешнего трения к внутреннему, т. е. к такому режиму, когда выступы одной поверхности будут "нагребать" впереди себя материал контактирующей поверхности, определяется неравенством [5]
,
где - глубина внедрения; R - радиус закругления единичной неровности; - прочность адгезионной связи мостиков сварки на срез; - предел текучести деформируемого материала.
Структурно-энергетическая теория разрушения (изнашивания) материалов указывает на существование четырех энергетических уровней изнашивания или четырех ступеней самоорганизации контактирующих поверхностей в парах трения. Для каждого энергетического уровня изнашивания характерно преобладание того или иного вида изнашивания: для I уровня - абразивного; для II - усталостного; для III -коррозионно-усталостного; для IV - коррозионного (нормального окислительного изнашивания).
Анализируя изложенное, можно утверждать, что качество поверхности после ГЦО в значительной степени соответствует правилу положительного градиента и четвертому энергетическому уровню изнашивания.
Указанные особенности ГЦО предопределили использование ее в финишной обработке нежестких заготовок. При ГВДО в отличие от резания происходит "залечивание" микротрещин, полученных на предшествующих операциях механической обработки.
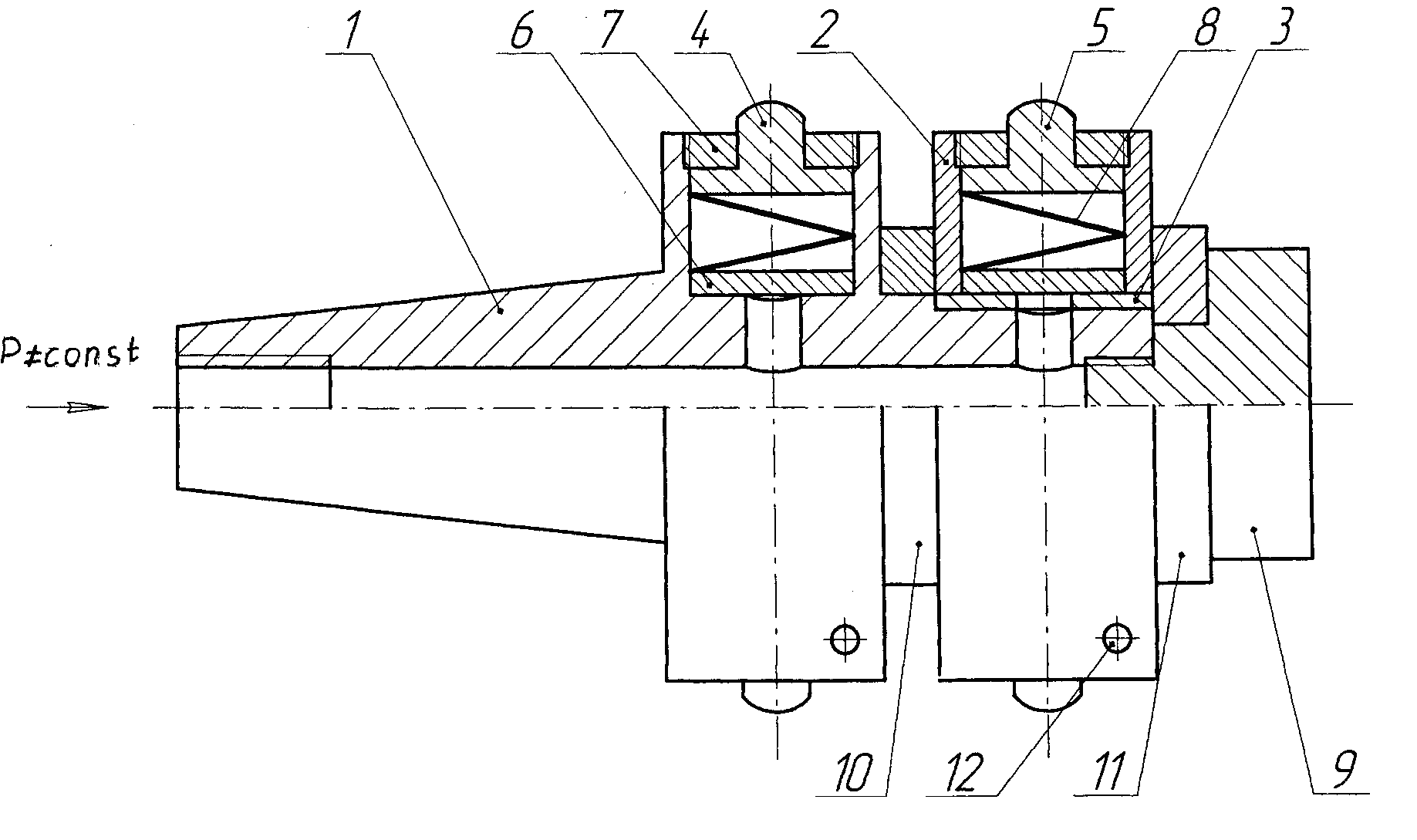
На рис. 2 показан чертеж головки для ГВДО отверстий цилиндров содержащей корпус 1 с подвижной втулкой 2, установленной на подшипник скольжения 3. В корпусе 1 и втулке 2 установлены стальные наконечники 4, бронзовые стержни 5 соответственно. Поршни 6 служат для передачи пульсирующего давления на стальные наконечники 4 и бронзовые стержни 5. Гайка 7, пружина 8 служат для фиксации наконечника 4 и стержня 5. Кольца 10, 11 служат для уменьшения трения вращения втулки 2. Заглушка 9 для фиксации сборки головки.
Через входные отверстия 12 происходит подача жидкости в зону обработки.
Бронзовые стержни предназначены для нанесения тонкого слоя бронзы на обработанную поверхность отверстия под выглаживание, которое производят стальными (алмазными) наконечниками.
С позиций триботехники способ упрочняющей ГЦО наиболее целесообразен для изготовления поверхностей пар сухого и полусухого трения.
Научный и практический интерес представляют анализ и оценку функциональных возможностей поверхностей трения, полученных в результате традиционных способов и ГЦО, в соответствии с методикой. В результате ГВДО внутренних и наружных поверхностей вращения и плоскостей образуется нерегулярный микрорельеф в виде сетки лунок, который способствует повышению износостойкости пар трения, обеспечению надежности герметичности стыков, долговечности соединения наружной поверхности плунжера поршня (поршневых колец) с внутренней поверхностью отверстия цилиндра.
Интенсивность деформационного упрочнения при формообразовании внутренних поверхностей вращения составляет 852300 /с, что в среднем значительно превосходит многие из традиционных способов. Достигается шероховатость поверхности Ra = 2,50,03 мкм. Размерная точность и макрогеометрия обрабатываемой поверхности должны быть получены по чертежу детали на операции, предшествующей ГВДО. Для ГЦО применимо универсальное оборудование, например, токарно-винторезные, фрезерные, расточные и другие станки. Технологическое оснащение - раскатник (головка) прост в конструктивном отношении и не вызывает проблем при изготовлении. Однако следует отметить, что эффективность ГЦО полностью зависит от степени совершенства проектирования основных аэродинамических и конструктивных параметров. Жесткость технологической системы в отличие от алмазного выглаживания не оговаривается. Точность центрирования оси инструмента и заготовки - до 0,3 мм.
Исследованиями установлено, что при ГВДО внутренних цилиндрических поверхностей отверстий из стали 40Х с твердостью материала HRC 64,9 алмазными наконечниками с предшествующим шлифованием на внутришлифовальном станке (Ra0,6 мкм) позволяет достичь Ra = 0,3 мкм, уменьшить волнистость поверхности на 7 % и огранку профиля на 13 %, которые не превышают 1,4 мкм. Последующая ГЦО стальными шарами уменьшает волнистость до 1,2 мкм, т. е. на 15 % и снижает шероховатость поверхности до Ra = 0,15 мкм, т. е. на 50 %. Энергоемкость ГВДО на порядок ниже по сравнению с хонингованием, шлифованием, деформационным упрочнением посредством жестких накатников и другими традиционными способами обработки.
Вышеизложенное позволяет рекомендовать ГВДО не только для нежестких, но и для жестких заготовок.
Из неравенства видно, что даже при нулевом внедрении внешнее трение полностью прекратится, если отношение превысит половину предела текучести. Отсюда следует вывод, что использовать однородный по глубине материал нельзя, так как для любого материала .
Для протекания процесса внешнего трения, очевидно, необходимо наличие на поверхности твердого тела пленки менее прочного материала. В этом и состоит сформулированное более строго [6] понятие о пороге внешнего трения, определяющем границу его проявления и перехода его во внутреннее трение. Это понятие известно как правило положительного градиента (положительного перепада механических свойств по глубине), количественное выражение которого представлено отношениями , и .
В соответствии с этим правилом для снижения трения и износа необходима предельно возможная локализация деформации в тонком поверхностном слое. Локализованный положительный градиент сопротивления сдвигу может быть вызван наличием внешних (разделяющих) смазочных прослоек, адсорбционным пластифицированием металла или просто локальным повышением температуры при достаточно больших скоростях скольжения (характерно для упрочняющей ГЦО и алмазного выглаживания).
Соблюдение правила положительного градиента является непременным условием обеспечения нормального режима граничного трения [7].
Выводы
Рассмотренный метод обработки внутренних поверхностей вращения производительнее традиционных: алмазного выглаживания, хонингования, суперфиниширования и др. Отсутствие строгих ограничений по жесткости технологической системы и точности центрирования заготовок позволяет использовать универсальное оборудование и наиболее совершенные в технологическом отношении роторные машины, решив тем самым проблему их применения для высокопроизводительного изготовления качественных деталей в различных типах производств.
Упрочняющая ГЦО внутренних поверхностей вращения превосходит хонингование по весьма важному эффекту, достигаемому в результате изготовления деталей, - поверхностный слой упрочнен на малую глубину и в нем присутствуют малые по величине остаточные напряжения. А это в соответствии с законами триботехники является одним из главных технологических факторов повышения надежности работы пар сухого и полусухого трения. Именно указанный эффект способствует созданию условий для самоорганизации процесса трения, в том числе и избирательного переноса.
Рассмотренный метод может быть использован для обработки как нежестких поверхностей, так и рабочих поверхностей деталей нормальной жесткости,выполненных из черных и цветных сплавов, без применения СОЖ и с обеспечением энергоемкости, на порядок ниже, чем при традиционных способах обработки. Он экологически чист.
ГВДО позволяет также проводить тонкую финишную абразивную, а затем упрочняющую обработку внутренних поверхностей вращения с высокой твердостью материала, обеспечивая получение Ra 0,15 мкм с уменьшением огранки и волнистости поверхности.
1. Чирков Г.В. Головка с гидравлическим приводом для финишной безабразивной обработки отверстия деталей // Технология машиностроения - 2002-№2- С.23.
2. Петросов В. В. Теплофизика дробеударного упрочнения // Теплофизика технологических процессов. Отв. редактор А. Н. Резников. Саратов: Изд-во Саратовского ун-та. 1975. Вып. 2. С. 97-106.
3. Ахматов А. С. Молекулярная физика граничного трения. М.: Физматгиз. 1963. 472 с.
4. Пух В. П. Прочность и разрушение стекла. М: Наука. 1973. 155 с.
5. Гаркунов Д. Н., Крагельский И. В., Поляков А. А. Избирательный перенос в узлах трения. М.: Транспорт. 1969. 104 с.
6. Крагельский И. В. Трение и износ. М.: Машиностроение. 1968. 480 с.
7. Шпеньков Г. П. Физикохимия трения. Минск.: Университетское. 1991. 397 с.
Библиографическая ссылка
Урбанович В.С.,Чирков Г.В. Основы гидровибродинамической обработки отверстий цилиндров и корпусов. // Автомобиле- и тракторостроение: проектирование, расчет и технологии ремонта и производства.
URL: http://econf.rae.ru/article/7985 (дата обращения: 22.07.2026).
 ГВДО позволяет также проводить тонкую финишную абразивную, а затем упрочняющую обработку внутренних поверхностей вращения с высокой твердостью материала, обеспечивая получение Ra
ГВДО позволяет также проводить тонкую финишную абразивную, а затем упрочняющую обработку внутренних поверхностей вращения с высокой твердостью материала, обеспечивая получение Ra