Казанский государственный технологический университет, г. Казань
Научно-технологический центр «Природные битумы»
ФГУП «ЦНИИгеолнеруд», г. Казань
Проблема повышения качества и долговечности, эксплуатирующихся в атмосферных и подземных условиях битумных материалов приобретает особую актуальность в современных условиях, характеризующихся увеличением энергетических, материальных и трудовых затрат особенно при строительстве и эксплуатации зданий, сооружений, мостов и трубопроводов.
Современная насыщенность рынка кровельных материалов отечественными и импортными аналогами требует от производителей высокой конкурентоспособности выпускаемой продукции по всем показателям. В связи с этим разработка технологий композиционных битумных материалов различного назначения с целью получения кровельных и гидроизоляционных материалов с заданными свойствами является актуальной народнохозяйственной задачей.
Известно, что в процессе старения битумов происходит структурно-фазовый переход, связанный с изменением их группового химического состава и дисперсности, что приводит к снижению реологических свойств. При этом битумы из структурного типа золь-гель переходят в структурный тип гель, вследствие уменьшения растворяющей способности дисперсионной среды /1-2/. Вследствие старения битума понижается пластичность, увеличивается хрупкость кровельного покрытия, что приводит к необходимости замены старого материала на новый. В этом случае оптимальное решение вопроса возможно при применении вторично использованного битума (ВИБ). Создание на основе ВИБ и товарных марок битумов новых технологий производства битумных материалов, попутно решает проблемы экологической и экономичной утилизации.
Основная задача регенерации отработанного битума заключается в восстановлении дисперсности путём создания требуемого баланса межмолекулярных связей в системе. Наиболее рациональный способ решения этой задачи заключается в введении регенерирующих добавок-пластификаторов. Эти добавки должны оказывать комбинированное воздействие на отработанный битум – пластифицировать его и, одновременно, структурировать. Другими словами, полимерные добавки должны обеспечить восстановление соотношения объёмов дисперсной фазы и дисперсионной среды, увеличивая при этом степень дисперсности системы за счёт образования мелких дисперсных частиц (необходимость достижения двух взаимоисключающихся свойств битумов – пластичности и структурно-механической прочности). Эффективность комбинированной добавки достигается за счёт синергетического эффекта, т.е. неаддитивности эффективности действия совокупности компонентов полимерного модификатора.
Кровельные и гидроизоляционные материалы предназначены для устройства верхнего элемента покрытия – кровли, изоляции мостов и трубопроводов, предохраняющие сооружение и конструкции от проникновения атмосферных осадков и агрессивных сред. В процессе эксплуатации кровельные и гидроизоляционные материалы (КГМ), материалы из которых они изготовлены, многократно подвергаются увлажнению и высушиванию, замораживанию и оттаиванию в водонасыщенном состоянии, температурным деформациям, ветровым нагрузкам, а также воздействию прямого солнечного излучения и агрессивных по отношению к некоторым КГМ кислорода и озона воздуха, от чего битум-полимерный материал (БПМ) разрушается быстрее других конструктивных элементов здания и сооружений.
Чтобы достаточно долго и безотказно выполнять свои функции в столь агрессивных условиях КГМ должны обладать одновременно совокупностью следующих свойств: водо-, морозо-, свето- и теплостойкостью, быть достаточно прочными, устойчивыми к воздействию агрессивных сред.
Решением в сложившейся ситуации является разработка и синтез серии полифункциональных модификаторов («ПФМ - 07»), обладающих всем рядом выше перечисленных свойств. Продление срока службы, тем самым сокращение затрат на КГМ можно реализовать, измененяя структуру органических вяжущих материалов путем введения специально подобранных полимерных модификаторов в соответствии с их химической природой и реакционной способностью непосредственно в условиях эксплуатации в строительстве /3/.
Данная работа является результатом исследования вторично используемого и нефтяного строительного битума и компаундов на их основе с целью практической реализации идеи о создании модифицированных КГМ, применяемых в строительстве зданий, сооружений, мостов и магистральных трубопроводов.
Объектами исследований являлись образцы двух типов битумных материалов: вторично используемый битум (ВИБ), нефтяной строительный битум марки БН 90/10 и компаунды на их основе.
В качестве полимерных материалов были использованы реактопласт получаемый сополимеризацией алкенилароматических углеводородов - термопластичные смолы (ТПС) /4/, содержащихся во фракциях С8 – С10и сополимер этилена с винилацетатом (СЭВ).
Выбор в качестве одного из полимеров СЭВ обусловлено рядом его ценных свойств: высокой ударопрочностью, стойкостью к растрескиванию при низких температурах, хорошей адгезией как к металлическим, так и к бетонным поверхностям, безвредностью и относительно низкой стоимостью.
В качестве растворяющих агентов использованы следующие растворители: масло растительного происхождения, относящийся к классу полувысыхающих масел (ПВМ) и фракция линейных α-олефинов, которые являются продуктами производства линии олигомеров /4/.
Анализ ранее проведённых исследований /5/, позволил определить компонентный состав «ПФМ 1» (70% мас. ТПС + 30% мас. ПВМ), компоненты перемешивались в течении 15-20 мин при 100-120°С; «ПФМ 3» (« ПФМ 1» + 20% мас. СЭВА) и «ПФМ 5»(«ПФМ 3» + фр. α – олефина С20-С26).
Исследуемые образцы являются сложными многокомпонентными НДС (табл.1). По данным группового химического состава изучено распределение добавок в дисперсной системе битумов (ВИБ и строительного битума марки БН 90/10) и компаундах на их основе.
Таблица 1 - Групповой химический состав ВИБ и БН 90/10 и продуктов их модификации
Компонентный состав БПВ, % мас.
Содержание компонентов ССЕ, % мас.
масла
смолы бензольные
смолы
спирто-
бензольные
асфальтены
ВИБ
34,9
15,8
11,8
37,5
ВИБ+15% «ПФМ 3»+10% ПВМ
27,4
17,2
24,7
30,7
БН 90/10
24,3
25,4
15,6
34,7
БН+5% «ПФМ 1»+5% ПВМ
22,6
23,7
18,1
35,6
БН+10% «ПФМ З»
27,0
21,1
16,5
35,4
БН+10% «ПФМ 5»+5% фр. С20-С26
32,9
21,9
11,6
33,6
Одной из первых задач при определении группового химического состава ВИБ и продуктов его модификации, явилось оценка влияния каждого из компонентов пакета «ПФМ 3» (как наиболее оптимального, с точки зрения достижения улучшенных физико-химических свойств КГМ на его основе) на изменение группового химического состава ВИБ и его взаимосвязь с основными свойствами кровельного и гидроизоляционного материала (КГМ), которые представлены в табл. 2.
Таблица 2 – Компонентный состав и некоторые физико-химические свойства КГМ на основе ВИБ
Компонентный состав, % масс. и наименование
показателей
Образцы КГМ
ГОСТ 30693-2000 ГОСТ 30547-97
ГОСТ Р 51164-98
ВИБ
СЭВ
ТПС
ПВМ
«ПФМ 3»
100
-
-
-
-
97
3
-
-
-
91
-
9
-
-
87
-
-
13
-
75
-
-
10
15
1. Относительное удлинение при разрыве, %, не менее
52
90
93
80
107
100
2. Температура размягчения по КиШ, °С, не ниже
105
108
112
87
95
-
3. Гибкость на брусе Ø 10 мм, °С
-3
-4
-2
-8
-17
-15
4. Теплостойкость в течение 2 часов, °С
103
105
108
83
93
85
5. Разрывная сила при растяже-нии, кгс
60
65
70
35
85
30
Введение пакета «ПФМ-3» с ПВМ увеличивает содержание бензольных и спирто-бензольных смол (табл. 1), которые изменились с 15,8 до 17,2 и 11,8 до 24,7 %мас. соответственно. Таким образом, при модификации ВИБ пакетом «ПФМ- 07» наибольшему количественному изменению подверглись бензольных и спирто-бензольных смолы ВИБ, что положительно повлияло на изменение физико-химических свойств КГМ на его основе, а именно удалось достичь и, в некоторых случаях превысить, показатели ГОСТ 30693-2000 «Мастики кровельные и гидроизоляционные», ГОСТ 30547 – 97 «Материалы рулонные кровельные и гидроизоляционные», ГОСТ Р 51164-98 «Трубопроводы стальные магистральные», а именно: температура гибкости на брусе R=5 мм уменьшилась с -3 до -17 °С, относительное удлинение при разрыве увеличилось с 52 до 107 %..
Анализ полученных результатов (табл. 1) свидетельствует о том, что при модификации ВИБ происходит монотонное снижение масел и асфальтенов (34,9 до 27,4 и 37,5 до 30,7 %мас. соответственно), при значительном увеличении суммарного количества смол (от 27,6 до 41,9 %мас.) в БПВ и это приводит к увеличению соотношения сложных структурных единиц и дисперсионной среды с 1,87 до 2,65.
При введение пакета «ПФМ 3» в компаунд ВИБ с ПВМ в сложных структурных единицах происходит перестройка – снижается доля ядра и увеличивается доля сольватной оболочки (с 57,6 до 42,3 и с 42,4 до 57,7 %мас. соответственно), за счет компонентов как внутренней, так и периферийной частей сольватной оболочки.
Анализ полученных экспериментальных данных (табл. 4.3 и рис. 4.3) по определению группового химического состава строительного битума марки БН 90/10 и продуктов его модификации показывает, что по-сравнению с ВИБ у БН 90/10 ниже содержание масел (табл. 1), но в 1,5 раза выше суммарное содержание смол (Сб + Сп-б). Содержание асфальтенов тоже ниже чем у ВИБ (34,7 против 37,5 %мас.), но повышенное содержание суммарных смол (Сб + Сп-б около 41 %мас.) приводит к более высокому соотношению сложных структурных единиц и дисперсионной среды (1,87 против 3,11 %мас.). В соответствии с этими фактами находятся и показатели температур размягчения ВИБ и БН 90/10 (105 и 88°С соответственно), что является косвенной характеристикой более окисленной структуры ВИБ, вследствие его эксплуатации на участках кровельных покрытий в течении 10 – 15 лет.
В составе сложных структурных единиц (табл. 1) толщина сольватной оболочки выше у БН 90/10, за счёт большего содержания компонентов как внутренней, так и периферийной частей сольватной оболочки.
Необходимо отметить, что методика оценки изменений группового химического состава строительного битума марки БН 90/10 и продуктов его модификации неразрывно связана с изменением физико-химических свойств КГМ на его основе, которые представлены в табл. 3
Таблица 3 – Компонентный состав и некоторые физико-химические свойства КГМ на основе БН 90/10
Компонентный состав, % масс. и наименование
показателей
Образцы КГМ
ГОСТ 30693-2000 ГОСТ 30547-97
ГОСТ Р 51164-98
БН 90/10
СЭВ
ТПС
ПВМ
фр. С20-С26
«ПФМ 1»
«ПФМ 3»
«ПФМ 5»
100
-
-
-
-
-
-
-
98
2
-
-
95
-
5
-
92
-
-
8
-
-
-
-
92
-
-
-
8
-
-
-
90
-
-
5
-
5
-
-
90
-
-
-
-
-
10
-
85
-
-
-
10
-
-
5
1. Относительное удлинение при раз-рыве, %, не менее
58
60
50
55
53
107
110
115
100
2. Температура раз-мягчения по КиШ, °С, не ниже
88
90
93
79
77
86
102
99
-
3. Гибкость на бру-се Ø 10 мм, °С
-10
-13
-6
-12
-11
-15
-16
-18
-15
4. Теплостойкость в течение 2 часов, °С
85
87
89
75
74
85
100
97
85
5. Разрывная сила при растяжении, кгс
56
61
68
40
42
76
78
80
30
Анализ изменения физико-химических показателей КГМ и группового химического состава БПВ на основе БН 90/10 показывает, что, как указывалось выше, добавки СЭВ и ТПС к БН 90/10 незначительно изменяет групповой химический состав битума, о чём свидетельствует и незначительное изменение физико-химических свойств КГМ с участием этих добавок (табл. 3).
При введении пакета «ПФМ 1» и ПВМ, происходит относительное увеличение внутренней части сольватной оболочки (содержание Сп-б увеличилось с 15,6 до 18,1 %мас.), за счёт чего достигается улучшение низкотемпературных свойств КГМ (снижение температуры гибкости на брусе R=5 мм от -10 до -15°С).
Введение же пакета «ПФМ 3» сопряжено с количественным увеличением всей мальтеновой части битума: содержание масел увеличивается с 24,3 до 27,0 и спирто-бензольных смол с 15,6 до 16,5 %мас. соответственно. Незначительное же количественное снижение содержания бензольных смол не привело к существенному ухудшению физико-химических показателей КГМ, а именно рабочий интервал, при модификации БН 90/10 пакетом «ПФМ 3» значительно расширился (102 до -16 °С).
Аналогично, при модификации БН 90/10 пакетом «ПФМ 5» и фр. С20-С26 содержание масел увеличивается с 24,3 до 32,9 %мас. достигается улучшение низкотемпературных свойств КГМ (показатель температуры гибкости на брусе снижается с -10 до -18°С).
Как указывалось выше, повышение требований к эксплутационным свойствам окисленных битумов (строительный битум марки БН 90/10 и ВИБ) при значительном расширении их производства требует более глубокого изучения их химического состава и характера изменений, происходящих в процессе модификации различного битумного сырья. Учитывая особенности физико-химических свойств, наиболее приемлемым методом анализа битумов оказалась ИК-спектроскопия (ИКС).
Регистрацию ИК-спектров и определение структурно-группового состава исследуемых объектов проводили на ИК спектрофотометре фирмы Perkin-Elmer, ближней ИК области 4000-400 см-1.
Строение компонентов дисперсной системы ВИБ и БН 90/10 и продуктов их модификации оценивали по данным ИК спектроскопии (табл. 4 и 6).
Для характеристики строения компонентов по полученным величинам интенсивностей рассчитывали спектральные соотношения:
алифатичность. (Ал) - доля парафиновых фрагментов по отношению к ароматическим- (СН2+СНз)/С=Саром
разветвленность (Раз) парафиновых структур СН3/СН2- отношение содержания метильных и метиленовых групп.
доля карбонильных групп по отношению к ароматическим группам (С=0)/С=Саром в кислотах,
доля карбонильных групп в сложных эфирах -(С=0)/С=Саром;
доля карбонильных групп (С=0)/С=Саром в амидах;
доля сульфоксидных групп (S=0)/C=Capом.;
Анализ полученных экспериментальных данных по определению структурно - группового состава ВИБ и продуктов его модификации (табл. 4) показывает, что при введении пакета «ПФМ 3»и ПВМ, происходит увеличение алифатичности с 2,6 до 3,0 и снижение значений разветвлённости с 5,0 до 3,2, вероятно, из-за ароматической природы ТПС. Наряду с S=0-группами и С=0-группами в кислотах появляется поглощение С=0-групп в эфирах. Таким образом, добавка СЭВ к ВИБ приводит к незначительному увеличению ароматичности и окисленности средней молекулы ВИБ.
Алифатичность масел связана с парафиновыми углеводородами и парафиновыми цепями в циклических молекулах. При анализе структурно-группового состава выделенных компонентов (масел, смол и асфальтенов) ВИБ и продуктов его модификации, не было выявлено существенного влияния на строение масел ни одной из одиночных добавок к ВИБ, включая и пакет «ПФМ 3»и ПВМ.
Таблица 4 - Структурно - групповой состав ВИБ и продуктов его модификации
№ п/п
Компонентный состав
БПВ, % масс.
Ал
Раз
SO
с=о
кислоты
с=о
эфиры
1
2
3
4
5
6
7
Образцы БПВ
1
ВИБ
2,6
5,0
0,9
0,6
-
2
ВИБ+15% «ПФМ 3»+
10% ПВМ
3,0
3,2
0,9
0,9
2,7
масла
1
ВИБ
10,8
3,2
1,4
-
-
2
ВИБ+15% «ПФМ 3»+
10% ПВМ
10,0
3,1
1,3
-
-
бензольные смолы
Продолжение табл. 4
1
ВИБ
3,2
4,8
0,6
1,1
-
1
2
3
4
5
6
7
1
ВИБ
3,2
4,8
0,6
1,1
-
2
ВИБ+15% «ПФМЗ»+
10% ПВМ
2,6
3,0
0,8
1,0
0,6
спирто-бензольные смолы
1
ВИБ
2,6
6,2
1,1
1,5
0,4
2
ВИБ+15% «ПФМ 3»+
10% ПВМ
2,5
2,8
0,8
0,9
0,6
асфальтены
1
ВИБ
1,3
6,9
0,7
0,7
-
2
ВИБ+15% «ПФМ 3»+
10% ПВМ
1,3
11,1
0,6
0,7
0,3
Добавка к ВИБ пакета «ПФМ 3» и ПВМ незначительно уменьшает долю парафиновых структур спирто-бензольных смол, причем они становятся менее разветвленными, из-за ароматической природы входящего в состав модификатора ТПС.
Тот факт, что модификация ВИБ с участием пакета «ПФМ 3» и его компонентов не сказывается на изменении структуры масел, подтверждается распределением углерода в ароматических (Са), парафиновых (Сп) и нафтеновых (Сн) структурах (табл. 5). Это распределение во всех образцах масел, выделенных из продуктов модификации ВИБ, близкое к маслам, выделенным из исходного ВИБ.
Таблица 5 - Содержание атомов углерода различных типов в маслах ВИБ и продуктов его модификации
№ п/п
Компонентный состав БПВ, % масс.
Содержание, %
СА
Сп
Сн
1
ВИБ
13
64
23
2
ВИБ+15% «ПФМ 3»+
10% ПВМ
13
64
23
С целью определения строения компонентов дисперсной системы строительного битума марки БН 90/10 и продуктов его модификации по данным ИК-спектроскопии, нами оценено распределение парафиновых структур и полярных гетероатомных группировок: сульфоксидных и карбонильных в кислотах, эфирах и амидах (табл. 6).
Таблица 6 - Структурно-групповой состав модифицированного строительного битума БН 90/10 и продуктов его модификации
№ п/п
Компонентный состав БПВ, % масс.
Ал
Раз
SO
с=о
кислоты
с=о
эфиры
с=о
амиды
Образцы БПВ
1
БН 90/10
3,2
4,3
0,7
0,5
-
0,6
2
БН 90/10+5% «ПФМ1» +
5% ПВМ
3,0
4,0
1,0
0,4
0,8
0,6
3
БН 90/10+10% «ПФМЗ»
3,2
4,3
0,6
0,4
0,8
0,6
4
БН 90/10+10% «ПФМ5»+ 5% фр. С20-С26
3,5
3,7
1,0
-
0,5
0,8
масла
1
БН 90/10
15,0
2,5
1,6
-
-
-
2
БН 90/10+5% «ПФМ1» +
5% ПВМ
12,0
2,8
1,6
-
-
-
3
БН 90/10+10% «ПФМЗ»
12,3
2,7
1,7
-
-
-
4
БН 90/10+10% «ПФМ5»+ 5% фр. С20-С26
11,5
2,3
1,5
-
-
1,5
бензольные смолы
1
БН 90/10
4,0
5,0
0,7
0,5
-
-
2
БН 90/10+5% «ПФМ1» +
5% ПВМ
4,0
3,4
1,0
0,6
-
-
3
БН 90/10+10% «ПФМЗ»
3,9
3,7
0,8
0,5
-
-
4
БН 90/10+10% «ПФМ5»+ 5% фр. С20-С26
4,1
3,4
0,9
0,4
0,4
-
спирто-бензольные смолы
1
БН 90/10
3,2
7,0
2,4
1,2
-
1,2
2
БН 90/10+5% «ПФМ1» +
5% ПВМ
4,5
2,8
2,1
1,9
7,1
1,3
3
БН 90/10+10% «ПФМЗ»
3,7
3,4
1,6
1,6
4,1
1,2
4
БН 90/10+10% «ПФМ5»+ 5% фр. С20-С26
2,7
4,4
1,1
1,4
1,8
1,2
асфальтены
1
БН 90/10
1,8
6,1
0,5
0,5
-
0,6
2
БН 90/10+5% «ПФМ1» +
5% ПВМ
1,8
6,3
0,5
0,5
-
0,6
3
БН 90/10+10% «ПФМЗ»
1,8
6,0
0,5
0,5
0,3
0,6
4
БН 90/10+10% «ПФМ5»+ 5% фр. С20-С26
1,8
9,8
0,7
0,5
0,3
0,7
Анализ экспериментальных данных (табл. 6) показывает, что при введении каждой из описанной выше добавки в маслах БПВ происходит, в основном, монотонное снижение алифатичности с 15,0 до 11,5, при неизменной разветвлённости, и наибольший вклад в эти изменения вносят добавки с участием ТПС и ПВМ.
В смолисто-асфальтеновых веществах алифатичность обусловлена парафиновыми заместителями в циклических структурах. Обращает на себя внимание увеличение доли парафиновых структур и снижение их разветвлённости в спирто-бензольных смолах (с 3,2 до 4,5 и с 7,0 до 2,8 соответственно), если добавкой или ее составной частью является ПВМ. Эфиры кислот, содержащиеся в нем, близки по полярности к спирто-бензольным смолам, поэтому при адсорбционной хроматографии выделяются вместе с ними. Вероятно, их алифатическая часть слабо разветвлена, поэтому разветвленность парафиновых структур спирто-бензольных смол снижается.
Как видно из табл. 7, раздельное применение добавок приводит к уменьшению в составе масел углерода в ароматических структурах (с 18 и до 7) и незначительному увеличению углерода парафиновых структур (с 59 и до 64). Распределение углерода в нафтеновых структурах в образцах масел БН 90/10, модифицированных фр. а-олефинов С20-С26, определить не удалось, т.к. на поглощение СН2-групп в нафтеновых кольцах накладывается поглощение С=С-связи а-олефинов.
Таблица 7 - Содержание атомов углерода различного типа в маслах строительного битума БН 90/10 и продуктов его модификации
№ п/п
Компонентный состав БПВ, % масс.
Содержание, %
СА
Сп
Сн
1
БН 90/10
18
59
23
2
БН 90/10+5% «ПФМ1» + 5% ПВМ
11
64
25
3
БН 90/10+10% «ПФМЗ»
10
65
25
4
БН 90/10+10% «ПФМ5»+ 5% фр. С20-С26
7
-
-
Анализ полученных данных (табл. 4 и 6) показывает, что в исходном БН 90/10 выше содержание углерода в ароматических структурах (18 против 13) и ниже - в парафиновых (59 против 64) по сравнению с ВИБ.
Необходимо отметить, что при анализе группового химического (табл. 1) и структурно-группового (табл. 4 и 6) состава различных, по своей природе, битумов (ВИБ и БН 90/10) и продуктов их модификации с участием разработанного пакета «ПФМ- 07» изменение как качественного, так и количественного состава БПВ происходит по - разному. Этот факт подтверждают и значения отношений «сложная структурная единица/дисперсионная среда» (ССЕ/ДС) у различных видов сырья: при аналогичном дозировании в битумы (ВИБ и БН 90/10) отдельных добавок и разработанных составов модификаторов, у БПВ на основе ВИБ наблюдается увеличение доли ССЕ/ДС с 1,87 до 2,65 % масс., а у БПВ на основе БН 90/10 -снижение с 3,11 до 2,04 % масс. Другими словами при модификации ВИБ мальтеновая часть битума расширилась, в основном, за счёт увеличения суммарных смол (с 27,6 до 41,9 % масс.), а у БН 90/10 за счёт увеличения масел (с 24,3 до 32,9 % масс.), за исключением образца № 2. Это обстоятельство обусловлено изначально высоким содержанием суммарных смол в БН 90/10 (41 % масс.) у БН 90/10 по сравнению с ВИБ (27,6 % масс.)
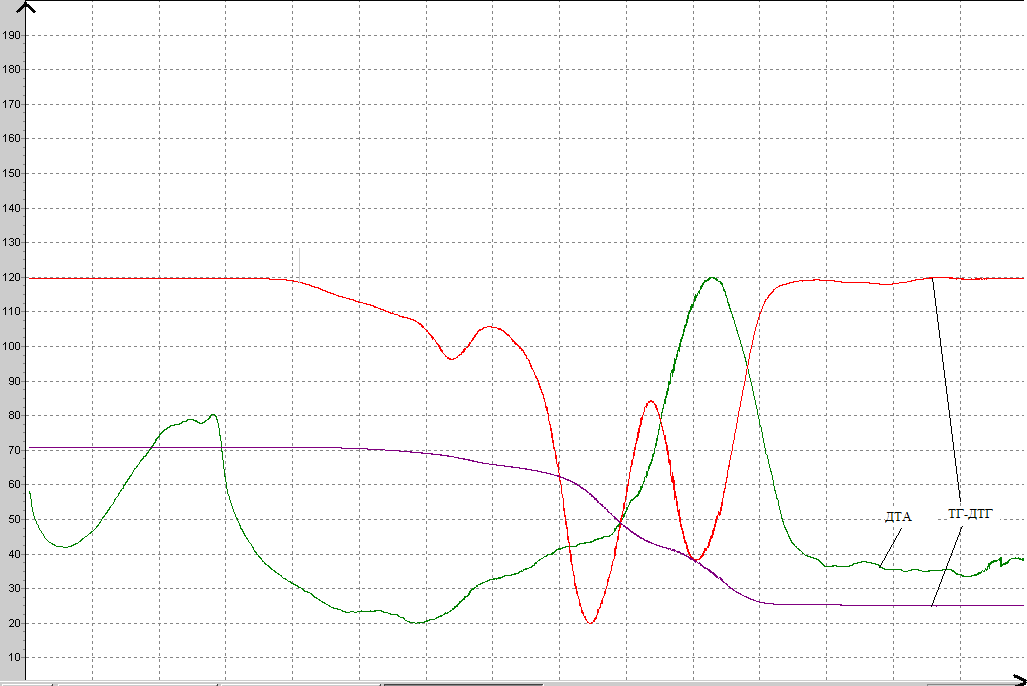
Известно, что битумные материалы термоактивны и кривые ДТА-ДТГ могут дать дополнительную информацию о свойствах анализируемых составов /6/. Для идентификации фазовых превращений, происходящих при температурном воздействии были исследованы исходные чистые битумы и их модифицированные разновидности. Термические исследования проводили на модернизированном комплексе дериватографов Q-1500D. Исследуемые материалы подвергались нагреву в динамических условиях - со скоростью нагрева 5 К/ мин, в воздушной стационарной среде в открытых корундовых тиглях из навесок 50 мг, в интервале температур 25-700◦С.
На рис. 1 приведены термоаналитические кривые (ТГ-ДТГ, ДТА) для образца ВИБ.
I, отн. ед.
0 50 100 150 200 250 300 350 400 450 500 550 600 650 700 Т, ° С
Рисунок 1-Термоаналитические кривые (ТГ-ДТГ, ДТА) образца вторично используемого битума
Полученные нами термические кривые образцов битумных материалов показали, что в основном они по конфигурации сходны. Разница заключается в температурах, при которых зарегистрированы термические эффекты, обусловленные размягчением, последующим плавлением и выделением летучих компонентов из расплава исследуемого битума. Характерным для всех образцов является наличие по ТГ-ДТГ- кривым трех эндотермических эффектов, характерных для термоокислительной деструкции битумов и модифицированных составов. Первый эндотермический эффект в интервале температур 200- 350◦С свидетельствует о процессах размягчения и плавления, газовыделения из расплава. На этой стадии происходит испарение легких углеводородов, окисление метил- метиленовых групп. По ДТА кривым на этой стадии (в интервале температур 35-250◦С регистрируется экзотермический эффект). В интервалах температур 350-450◦С и 450-580◦С для всех образцов фиксируются последовательно переходящие один в другой эндотермические эффекты, соответствующие разложению ароматических компонентов и остаточных карбоксил-карбонильных групп. По ДТА кривой на эти процессы накладывается экзотермический эффект (350-600◦С), относящийся к процессам окисления (выгорания).
В таблице 8 приведены термогравиметрические характеристики композиционных битумных материалов, состав которых приведен в таблице 1. Как общая характеристика термоактивности веществ, также приведена общая потеря массы во всем исследуемом интервале.
Таблица 8 - Термогравиметрические характеристики композиционных битумных материалов
Компонентный состав БПВ, % мас.
Потеря массы % масс. в интервале температур оС,
( максимум эндотермического эффекта)
Общая потеря массы ,% масс.
25-745 оС
200-350
m1
350-450
m2
450-600
m3
ВИБ
9,8
45,5
35,3
91,5
ВИБ+ 15% «ПФМ 3» +
10% ПВМ
11,5
21,4
27,1
35,8
96,3
БН 90/10
13,2
43,2
41,3
97,8
БН 90/10+5% «ПФМ 1»
+5% ПВМ
14,3
43,7
40,9
*
98,5
БН 90/10+10% «ПФМ 3»
12,5
41,3
44,9
*
98,5
БН 90/10+10% «ПФМ 5»
+ 5% фр. С20-С26
17,6
43,4
38,9
*
99,7
Поскольку термическая устойчивость алифатических, ароматических компонентов, циклопарафиновых углеводородов, ароматических соединений различна, прослеживание процесса деструкции термическими методами позволяет проводить оценку фазового состава путем сопоставления термических характеристик. Таковыми в нашем случае выбраны значения потери массы, соответствующие характеристичным для деструкции интервалам температур тех или иных углеводородов.
Оценка фазовых составляющих битумов была проведена по известной методике /7/. Согласно нее для идентификации составляющих компонентов БПВ вводятся параметры F, А и Р. Параметр F, является отношением cуммы значений потери массы при нагреве легких и средних фракций битума к значениям потери массы тяжелыми фракциями, определяется как F=m1/ (m2+m3). Параметр А отражает отношение потери массы при нагреве суммы парафиновых и циклопарафиновых углеводородов и алкильных заместителей к ароматической части, определяется как A= (m1+m2)/ m3. Параметр P, являясь отношением потери массы тяжелых фракций, определяется как P=m2/m3 и характеризует долю периферийных заместителей в ароматических структурах. Значения этих параметров для исследуемых композиционных битумных материалов приведены в таблице 9.
Таблица 9 - Оценка фазовых составляющих БПВ
Компонентный состав БПВ, % мас.
F
A
Зольный остаток
ВИБ
0,12
1,5
1,28
8,5
ВИБ+ 15% «ПФМ 3» +10% ПВМ
0,15
1,8
1,40
3,7
БН 90/10
0,16
1,4
1,05
1,5
БН 90/10+5% «ПФМ 1»+5% ПВМ
0,17
1,4
1,07
2,2
БН 90/10+10% «ПФМ 3»
0,15
1,2
0,92
1,5
БН 90/10+10% «ПФМ 5» + 5% фр. С20-С26
0,21
1,6
1,11
0,7
Анализ рассматриваемых параметров показывает, что исходный ВИБ характеризуется преобладающим содержанием легких и средних фракций.
Введение в ВИБ составляющих - 15% мас. «ПФМ 3» +10% мас. ПВМ приводит к увеличению параметра F с 0,12 до 0,15, т.е возрастает доля легких фракций. При этом параметр А увеличивается с 1,5 до 1,8, свидетельствуя об увеличении доли парафиновых и циклопарафиновых компонентов, и увеличении доли периферийных заместителей в ароматических структурах. Значение параметра Р увеличивается с 1,28 до 1,40. Таким образом, введение в ВИБ полифункционального модификатора и ПВМ приводит к составу с большим содержанием алифатических фракций, и большим содержанием периферийных заместителей в тяжелых конденсированных средах. Такие структурно-фазовые изменения связаны с изменением ССЕ битума, а именно образованием надмолекулярных структур в матрице битума.
В случае введения аналогичных модификаторов в строительный битум марки БН 90/10 наблюдается несколько другая картина. Сопоставление термических характеристик исходного и трех модифицированных составов (табл. 9) показывает, что наиболее заметные структурно-фазовые перестроения происходят при введении пакета «ПФМ 5» на основе фракции α-олефинов С20-С26. Введение α-олефинов вполне закономерно приводит к увеличению доли легких фракций, что фиксируется увеличением показателя F с 0,16 до 0,21. Также заметно увеличивается параметр А (с 1,4 для строительного битума до 1,6 –для рассматриваемого состава), отражая увеличение доли нафтено-ароматических структур. Модификация другими составами не приводит к каким-либо заметным изменениям.
Таким образом, в ходе комплексного решения научно – прикладных задач, направленных на разработку научных основ и создание новых рецептур КГМ, в работе с использованием методов адсорбционно-жидкостной хроматографии и ИКС установлены закономерности изменения группового химического и структурно-группового состава БПВ на основе пакета «ПФМ- 07» и определена их взаимосвязь с физико-химическими свойствами КГМ. Дополнительно, установлен синергетический эффект действия комбинированной полимерной добавки – пакета «ПФМ - 07» на основные физико-химические свойства товарных марок и вторично используемых битумов, при восстановлении соотношения объёмов дисперсной фазы и дисперсионной среды, а именно достижение улучшенной пластичности и структурно-механической прочности разработанных составов КГМ.
Необходимо отметить, что исследование термического поведения битумных композиций позволили проследить процессы структурных и фазовых превращений при термическом воздействии. Для исследуемых объектов были выделены температурные интервалы термических превращений, соответствующих термической деструкции составных компонентов модифицированных составов. Термические параметры позволили дать оценку фазово-структурным изменениям. Выявлено, что наиболее заметные и эффективные структурные изменения ССЕ достигаются при введении в ВИБ и БН 90/10 пакета «ПФМ - 07» на основе ПВМ и фр. С20-С26 соответственно.
Список литературы
1. Печеный, Б.Г. Битумы и битумные композиции / Б.Г. Печеный – М.: Химия, 1990. – 256с.
2. Туманян, Б.П. Научные и прикладные аспекты теории нефтяных дисперсных систем. М.: Техника, 2000. – 335с.
3. Кемалов, А.Ф. Итенсификация производства окисленных битумов и модифицированные битумные материалы на их основе: автореферат. диссер. д.т.н – Казань, 2005.-41с.
4. Борисов, С.В. Модифицированные кровельные и гидроизоляционные материалы на основе вторично использованного сырья / С.В. Борисов, Р.А. Кемалов, А.Ф. Кемалов, Е.А. Гладий // «Нефтепереработка и нефтехимия».- 2007.- №6.- 27-31с.
5. Кемалов А.Ф., Кемалов Р.А., Борисов С.В., Лыгина Т.З., Гревцев В.А. Структурные и физико-механические свойства композиционных битумных материалов // Материалы XV Всероссийской конференции «Структура и динамика молекулярных систем», Яльчик-2008.- 29 с.
6. Афанасьева, Н.Н. Регулирование физико-химических свойств и дисперсности сырья для производства окисленных битумов: автореферат канд. дисс. ГАНГ им Губкина / Н.Н. Афанасьева. – М.:1987.-25с.
7. Юсупова, Т.Н. Использование термического анализа при идентификации нефтей Татарстана / Т.Н. Юсупова, Л.М. Петрова, Г.В. Романов // НЕФТЕХИМИЯ.- 1999.-№4.- 254-259 с.